







Cathode steel bar for Aluminum melting
$720.00 $600.00
SAE 1006/Q195 Cathode materials for Aluminum melting, the low carbon steel has good electrical conductivity. To produce cathode collector bar of electrolytic aluminum is a strict process, because the electrowinning system is heavy DC current, the electroconductivity will decide the cost of Aluminum, so it must have very good electroconductivity, to save power consumption and raise the electrolytic efficiency.
- Description
- Quick Details
- Packaging & Delivery
- Inquiry
Cathode steel bar for Aluminum melting is a consumable anode material in the process. They are typically made from very low carbon steel and are designed to provide efficient and effective electrical conductivity during the melting process. We can drill long deep hole and plug pure copper rod to produce the whole set as your request.
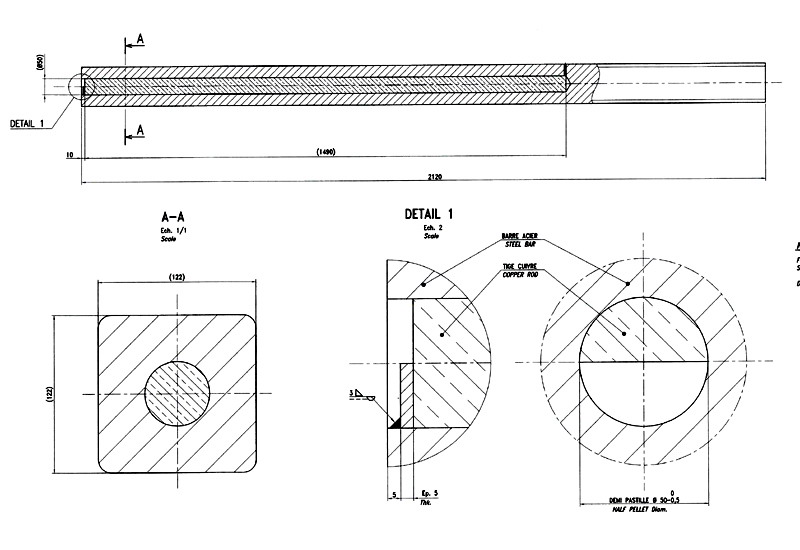
Drawing of Cathode steel bar for Aluminum melting
Cathode steel bar for Aluminum melting have a square cross-section with round copper insert. The quality of steel and copper insert, their dimensions and its fitting in the finished collector bar should be as below and in accordance with the drawing:
- Physical:
- Steel collector bar tolerance:
Length (mm) 0 / +10
Width (mm) -2~+2
Height (mm) -2~+2
- Cathode steel bar for Aluminum melting geometrical tolerances
- Angle defect at cut end less than 5 mm
- Flatness at cut ends less than 2 mm
- Angle defect of cross-section less than 3 mm
- Deflection on the whole bar less than 3 mm
(Laterally and Vertically)
- Local deflection less than 3 mm per meter
(Laterally and Vertically)
- Flatness less than 3 mm
(Transversally and vertically)
- Twist less than 3 mm per meter
- Round off 4-15 mm
- Steel collector bar surface condition
- Lateral surfaces: Free or metal pickup and cracks deeper than 3 mm
- Surface roughness not projecting by more than 1 mm
- Cut by saw (Cutting with shears or oxyacetylene torch are prohibited unless followed by grinding). Cuts must not present manufacturing defects (Necessitating a supplementary grinding).
- No painting on the bar ends.
- Physicochemical characteristics
- Composition of collector bar steel (Gravimetrical analysis)
Cathode steel bar for Aluminum melting application requires a ferrous metal with a relatively low electrical resistivity and a good weldability (For example 1020 Grade or ASTM A29/A29 M-99) and following composition requirement:
Carbon: ≤0.06%
Silicon: ≤0.07%
Manganese: ≤0.45%
Phosphorus: ≤0.03%
Sulphur: ≤0.04%
Nitrogen ≤0.012%.
The steel supplier must supply to the client its proposal with typical steel composition range expected for the following chemical elements: Al, C, Cr, Cu, Si, Mn, Ni, S, P & N
- Cathode steel bar for Aluminum melting inspection
Acceptance of cathode bars takes place in the supplier’s premises and includes:
- A check of the quality control results of the supplier, and especially a check of the analysis certificates guaranteeing that the quality of the bar steel meets the requirements of the specification
- A check of bar dimensions is aspect.
As regards inspection procedures, the word “LOT” means “LOT of material to be inspected”, i.e. All the cathode bars, out of which a sample will be taken to check for compliance with the acceptance criteria.
The cathode bards in a given LOT must be manufactured according to the same process and with the same quality of steel.
NB: When there is no acceptance on site, all the supplier control results must be sent to the client purchasing department before shipping for acceptance.
3.1 Acceptance inspection procedure
The acceptance inspection is performed by a representative of an external organization approved by the client.
Supplier results
Supplier must present results as the beginning of acceptance, including as a minimum:
- The chemical composition
- The dimensional check
- Around-off check
- An angle defect checks (cross section and cut-end)
- A total deflection checks
- A twist checks
All the dimensional and appearance controls are carried out according to a singles sampling scheme for normal inspection (Based on standard ISO 2859 AQL 1.5%).
All results that do not comply with the requirements given must be identified.
When the number of defective bars is less than or equal to the lot acceptance criterion, the lot is in conformity.
When the number of defective bars is equal to or greater than the lot rejection criterion, the lot is not in conformity.
When client’s representative arrives, they check the suppliers results and their measurement apparatus. These results are to be appended to the acceptance report.
As fa as the steel composition in concerned, the lot is rejected if the results of the analysis certificates do not comply with the requirements or if at least one of the specified element results is not supplied.
3.2 Dimensional inspection
The bar length, width and height are checked by the attribute as per standard ISO 2859 by the clients representative. The inspection in performed according to the single sampling scheme for normal or reduced inspection with an AQL of 1.5%.
Each bar is classified “defective” or “not defective”, depending respectively on whether the 3 dimensions comply with the tolerances given or whether one of more of the 3 dimensions are out of tolerance. The defective bars are rejected.
When the number of defective bars is less than or equal to the lot acceptance criterion, the lot is accepted.
When the number of defective bars is equal to or greater than the lot rejection criterion, the number of test specimens has to be increased as described bars from this lot must only be presented again after re-examination of all the parts and elimination of the defective bars.
The dimensions are measured as follows:
- Length: Place the bar on horizontal working surface with a retaining edge. Place one of the ends of the bar against the edge and place the set square against the other end. Use a tape measure to determine the overall length of the bar between the edge and set square. Record the length measurement on an inspection sheet.
- Width and height: measure these 2 dimensions at the center of the bar with a caliper gauge. Acord all the results on an inspection sheet, which is appended to the acceptance report.
Remarks: The defective bars are rejected after being taken into account for lot acceptance.
3.3 Geometrical inspection of Cathode steel bar for Aluminum melting
These characteristics are checked by attributers in a single sampling scheme with an AQL of 1.5% each bar in classified “defective” or “not defective”, depending on the results of the 8 measurements that have to be done:
- Bar defective: At least 1 of the 8 measurements is out of tolerance
- Bar not defective: The 8 measurements comply with the tolerances.
The defective bars are rejected but counted.
The characteristics are measured as follows:
- Total deflection (2 measurements): This is measured on one horizontal and on one vertical face (concave surfaces). Place a rigid ruler longer than the bar on the surface being checked. It must not be possible to insert the 3 mm thick shim between ruler and bar.
- Local deflection (2 measurements): This is measured on one horizontal and on one vertical face (Concave surfaces). Place a 1 m rigid ruler on the surface being checked. It must not be possible to insert the 3 mm thick shim between ruler and bar. Repeat the operation three times by face to check the entire bar length.
- Angle defect at cut end (2 measurements): The perpendicularity is checked at both ends of the bar along the width and height using a set square and the 5 mm thick shim. It must not be possible to insert the shim between set square and end of bar.
- Angle defect of cross-section (2 measurements): The check is made in the middle of the bar along the width and height using a set square and the 3 mm thick shim. It must not be possible to insert the shim between set square and bar.
The results from all these checks are recorded on an inspection sheet appended to the acceptance report.
- OK: Dimensions within tolerances.
- D*: Dimensions out of tolerance (defective).
- 1: First bar rejected.
3.4 Surface condition inspection of Cathode steel bar for Aluminum melting
The acceptance rules are same as those specified, the surface condition of the sample bars are checked visually. Their aspect must comply with the dimension given. Use the depth gauge to measure the depth of any defects.
The flatness at cut ends (2 measurements) is checked at both ends of the bar using a set square and the 2 mm cylindrical shim. It must not be possible to insert the cylindrical shim between set square and end of bar.
3.5 Acceptance report of Cathode steel bar for Aluminum melting
On completion of acceptance, a report is prepared to include at least the following:
- The references of manufacturer and plant,
- The lot number,
- The bar dimensions,
- The number of bars presented, rejected and accepted.
The acceptance report is signed by the representatives of the client and supplier. The analysis certificates and various supplier and client inspection sheets are appended to the acceptance report and attachments.
- Grade:
-
SAE 1006 Cathode materials for Aluminum melting
- Thickness:
-
50-150mm
- Width:
-
50mm-300mm
- Length:
-
1000~3000mm
- Place of Origin:
-
Inner Mongolia, China (Mainland)
- Brand Name:
-
Baosteel
- Model Number:
-
SAE 1006/Q195
- Application:
-
Electrolytic aluminium factory Cathode bar
- Technique:
-
Hot Rolled
- Special Use:
-
Mold Steel
- Product Name:
-
Cathode materials for Aluminum melting
- Type:
-
Any required size
- Shape:
-
Square Bar
- Material:
-
SAE 1006/Q195
- Technology:
-
Hot rolled
- Delivery Condition:
-
Slotted
- Surface:
-
Plain
- Surface treatment:
-
Curved angle
- Certificate:
-
Quality certificate
- Name:
-
SAE 1006/Q195 - Cathode materials or Aluminum melting
- Packaging Details
- In bundle can be loaded by forklift
- Delivery Time
- 30 days
- Supply Ability:
- 5000 Ton/Tons per Day
- Port:
- Tianjin port
Related Products
-

 Read MoreQuick View
Read MoreQuick ViewSWRH72A steel billet for high carbon steel wire rod
We can supply any kind of steel billets in large quantity with competitive price, especially special steel, such as: SWRH82B, SWRH72A or SWRM8.
Dimension: 11m × 152mm × 152mm.
If you need it, please leave message to us.
-

 Read MoreQuick View
Read MoreQuick ViewRound steel rod
Quick Details- Material: Q235 steel rod/40Mn round steel
- Dimensions: Diameter:16mm-250mm
- Place of Origin: Inner Mongolia, China (Mainland)
- Application: Bearing System
- Shape: Round Bar
- Model Number: OD: 40-150mm
- Brand Name: Bao steel
- Standard: GB
- Product Name: Round steel
- Manufacturing technique: hot rolled
- Steel grade: Q235/20#/40Mn
- Package: In bale
$800.00$720.00 -

 Read MoreQuick View
Read MoreQuick ViewShipbuilding mild steel plate
Standard: CCS
Grade: 2C, 3C, 4C, 5C, 12MNC, 16MNC, 15MnTiC, 14MnVtirec
Place of Origin: Liaoning, China
Brand Name: Yueqi
Model Number: A B D E AH32 AH36 DH32 DH36 EH32 EH36
Type: Steel Plate, Low-Alloy Plate
Technique: Hot Rolled
Surface Treatment: Sand blasting and Primer
Application: Ship Plate
Special Use: High-strength Steel Plate
Width: 2000mm-2500mm
Length: 6000mm-12000mm
Tolerance: ±2%
Processing Service: Bending, Welding, Cutting, Punching
Delivery Time: 45 days
Product Name: Marine steel plate
Normal Material steel grade: Mild Steel ABS GR.A B D E
Normal material: 2C, 3C, 4C & 5C
Hi strength material steel grade: AH32 AH36 DH32 DH36 EH32 EH36
Hi strength material: Low alloy steel 12MnC, 16MnC, 15MnTiC, 14MnVTiReC
Usage: used for shipbuilding and the manufacture of ship’s hull structure
MOQ: 300 tons
Advantage: Competitive price and good quality
Edge: 4 cutting
Certificate: Class certification material certificates
Supply Ability: 3000 Ton/Tons per Day
Packaging & Delivery
Packaging Details: Bundle in container or bulk cargo
Port: Tianjin port
Lead Time: To be negotiated$1,300.00$1,100.00 -
 Read MoreQuick View
Read MoreQuick ViewSWRM8 steel billet belong to low carbon steel
We can supply any kind of steel billets in large quantity with competitive price, especially special steel, such as: SWRH82B, SWRH62A/72A or SWRM8.
Dimension: 11m × 152mm × 152mm.
If you need it, please leave message to us.
-
 Read MoreQuick View
Read MoreQuick ViewSWRH82B steel billet belong to high carbon steel
We can supply any kind of steel billets in large quantity with competitive price, especially special steel, such as: SWRH82B, SWRH62A/72A or SWRM8.
Dimension: 11m × 152mm × 152mm.
If you need it, please leave message to us.
-

 Read MoreQuick View
Read MoreQuick ViewQ345 cold drawn rail flat bar
$600.00Rail flat bar is used for a lot of structure, we can produce any material and size as your request, also can produce smooth surface flat bar, the size as below:
10x30x6000mm Q235 flat bar
20x35x6000mm Q235 flat bar
30x40x6000mm Q234 flat bar
(10-30)x(30-120)x6000mm Q235/Q345 flat bar
40x40x6000mm ST52 rail flat bar
60x40x6000mm ST52 rail flat bar
70x40x6000mm ST52 rail flat bar
80x40x6000mm ST52 rail flat bar
-
 Read MoreQuick View
Read MoreQuick ViewMarine steel plate
Standard: CCS
Grade: 2C, 3C, 4C, 5C, 12MNC, 16MNC, 15MnTiC, 14MnVtirec
Place of Origin: Liaoning, China
Brand Name: Yueqi
Model Number: A B D E AH32 AH36 DH32 DH36 EH32 EH36
Type: Steel Plate, Low-Alloy Plate
Technique: Hot Rolled
Surface Treatment: Sand blasting and Primer
Application: Ship Plate
Special Use: High-strength Steel Plate
Width: 2000mm-2500mm
Length: 6000mm-12000mm
Tolerance: ±2%
Processing Service: Bending, Welding, Cutting, Punching
Delivery Time: 45 days
Product Name: Marine steel plate
Normal Material steel grade: Mild Steel ABS GR.A B D E
Normal material: 2C, 3C, 4C & 5C
Hi strength material steel grade: AH32 AH36 DH32 DH36 EH32 EH36
Hi strength material: Low alloy steel 12MnC, 16MnC, 15MnTiC, 14MnVTiReC
Usage: used for shipbuilding and the manufacture of ship’s hull structure
MOQ: 300 tons
Advantage: Competitive price and good quality
Edge: 4 cutting
Certificate: Class certification material certificates
Supply Ability: 3000 Ton/Tons per Day
Packaging & Delivery
Packaging Details: Bundle in container or bulk cargo
Port: Tianjin port
Lead Time: To be negotiated$1,300.00$1,100.00 -

 Read MoreQuick View
Read MoreQuick ViewCathode collector bar
SAE 1006 cathode bar should be very low carbon steel, because low carbon steel has good electroconductibility. Normally the content of carbon should less than 0.06%, the material named SAE 1006
$720.00$600.00 -

 Read MoreQuick View
Read MoreQuick ViewQ195 Cathode flat steel
Q195 cathode flat steel is used for electrolytic aluminium factory, the low carbon steel has good electrical conductivity. To produce cathode collector bar of electrolytic aluminum is a strict process, because the electrowinning system is heavy DC current, the electroconductivity will decide the cost of Aluminum, so it must have very good electroconductivity, to save power consumption and raise the electrolytic efficiency.
$720.00$600.00 -
 Read MoreQuick View
Read MoreQuick ViewSAE1006 Cathode bar
SAE 1006 Cathode bar is used for electrolytic aluminium factory, the low carbon steel has good electrical conductivity. To produce cathode collector bar of electrolytic aluminum is a strict process, because the electrowinning system is heavy DC current, the electroconductivity will decide the cost of Aluminum, so it must have very good electroconductivity, to save power consumption and raise the electrolytic efficiency.
$720.00$600.00



