ที่นี่เราแนะนําเกรด ASTM 1006 เหล็กกล้าคาร์บอนต่ําโคธอยด์สะสมบาร์สําหรับการประชุมเชิงปฏิบัติการอลูมิเนียมอิเล็กโทรไลต์การผลิตและการตรวจสอบความต้องการ. หากคุณสนใจ, กรุณาเขียนอีเมลไปที่ [email protected].
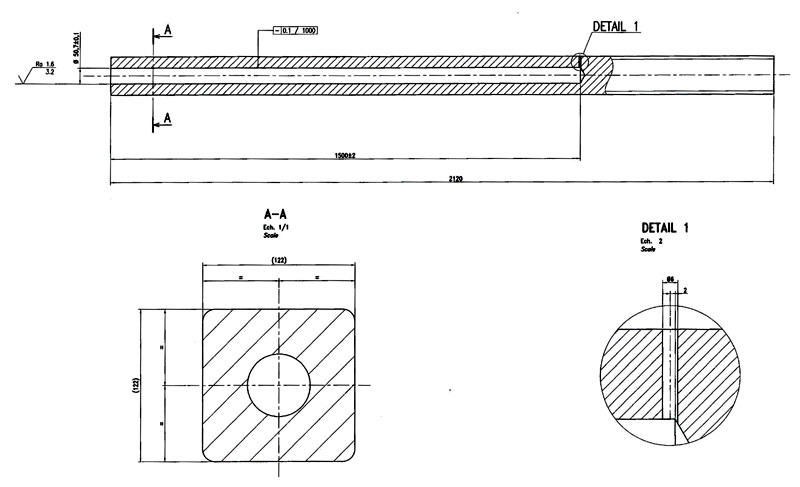
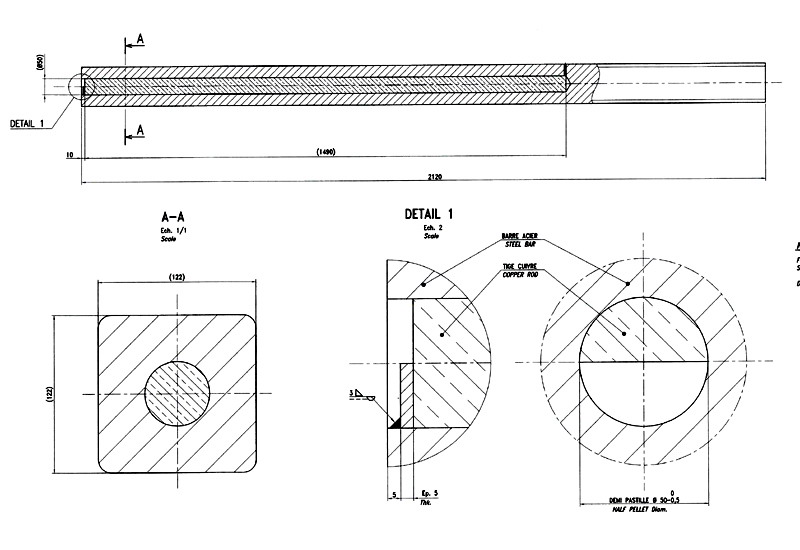
แท่งเก็บเหล็กมีหน้าตัดสี่เหลี่ยมพร้อมเม็ดมีดทองแดงกลม. คุณภาพของเหล็กและทองแดงแทรก, ขนาดและความเหมาะสมในแถบสะสมสําเร็จรูปควรเป็นด้านล่างและเป็นไปตามรูปวาด:
- ทางกายภาพ:
1.1 ความอดทนของแท่งสะสมเหล็ก:
ความยาว (มิลลิเมตร) 0 / +10
ความกว้าง (มิลลิเมตร) -2~+2
ความสูง (มิลลิเมตร) -2~+2
1.2 ความคลาดเคลื่อนทางเรขาคณิตของแท่งสะสมเหล็ก
– Angle defect at cut end less than 5 มิลลิเมตร
– Flatness at cut ends less than 2 มิลลิเมตร
– Angle defect of cross-section less than 3 มิลลิเมตร
– Deflection on the whole bar less than 3 มิลลิเมตร
(ด้านข้างและแนวตั้ง)
– Local deflection less than 3 มม. ต่อเมตร
(ด้านข้างและแนวตั้ง)
– Flatness less than 3 มิลลิเมตร
(ตามขวางและแนวตั้ง)
– Twist less than 3 มม. ต่อเมตร
– ปัดเศษ 4-15 มิลลิเมตร
1.3 สภาพพื้นผิวของแถบสะสมเหล็ก
– พื้นผิวด้านข้าง: รถกระบะฟรีหรือโลหะและรอยแตกลึกกว่า 3 มิลลิเมตร
– ความขรุขระของพื้นผิวไม่ฉายมากกว่า 1 มิลลิเมตร
– ตัดด้วยเลื่อย (ห้ามตัดด้วยกรรไกรหรือไฟฉาย oxyacetylene เว้นแต่จะตามมาด้วยการบด). การตัดต้องไม่แสดงข้อบกพร่องในการผลิต (จําเป็นต้องมีการบดเสริม).
– ไม่มีภาพวาดบนปลายแถบ.
- ลักษณะทางเคมีกายภาพ
2.1 องค์ประกอบของเหล็กเส้นสะสม (การวิเคราะห์แบบกราวิเมตริก)
การใช้งานแถบแคโทดต้องใช้โลหะเหล็กที่มีความต้านทานไฟฟ้าค่อนข้างต่ําและความสามารถในการเชื่อมที่ดี (เช่น 1020 เกรดหรือ ASTM A29 / A29 M-99) และข้อกําหนดองค์ประกอบต่อไปนี้:
คาร์บอน: ≤0.06%
ซิลิคอน: ≤0.07%
แมงกานีส: ≤0.45%
ฟอสฟอรัส: ≤0.03%
กํามะถัน: ≤0.04%
ไนโตรเจน ≤0.012%.
ซัพพลายเออร์เหล็กจะต้องจัดหาข้อเสนอให้กับลูกค้าด้วยช่วงองค์ประกอบเหล็กทั่วไปที่คาดหวังสําหรับองค์ประกอบทางเคมีต่อไปนี้: อัล, C, Cr, ก.ค., ซี, เอ็มเอ็น, นิ, S, P & N
- การตรวจสอบแถบแคโทด
การยอมรับแถบแคโทดเกิดขึ้นในสถานที่ของซัพพลายเออร์และรวมถึง:
– การตรวจสอบผลการควบคุมคุณภาพของซัพพลายเออร์, และโดยเฉพาะอย่างยิ่งการตรวจสอบใบรับรองการวิเคราะห์ที่รับประกันว่าคุณภาพของเหล็กแท่งตรงตามข้อกําหนดของข้อกําหนด
– การตรวจสอบขนาดแท่งเป็นลักษณะ.
เกี่ยวกับขั้นตอนการตรวจสอบ, คําว่า "LOT" หมายถึง "LOT of material to be inspected", กล่าวคือ. แถบแคโทดทั้งหมด, ซึ่งจะมีการนําตัวอย่างไปตรวจสอบการปฏิบัติตามเกณฑ์การยอมรับ.
กวีแคโทดในล็อตที่กําหนดจะต้องผลิตตามกระบวนการเดียวกันและมีคุณภาพเท่ากันของเหล็ก.
KK: เมื่อไม่มีการยอมรับในสถานที่, ผลการควบคุมซัพพลายเออร์ทั้งหมดจะต้องส่งไปยังแผนกจัดซื้อของลูกค้าก่อนจัดส่งเพื่อการยอมรับ.
3.1 ขั้นตอนการตรวจสอบการยอมรับ
การตรวจสอบการยอมรับจะดําเนินการโดยตัวแทนขององค์กรภายนอกที่ได้รับอนุมัติจากลูกค้า.
ผลลัพธ์ของซัพพลายเออร์
ซัพพลายเออร์ต้องนําเสนอผลลัพธ์เป็นจุดเริ่มต้นของการยอมรับ, รวมถึงเป็นขั้นต่ํา:
– องค์ประกอบทางเคมี
– การตรวจสอบมิติ
– ตรวจสอบรอบ ๆ
– การตรวจสอบข้อบกพร่องมุม (หน้าตัดและตัดปลาย)
– การตรวจสอบการโก่งตัวทั้งหมด
– การตรวจสอบการบิด
การควบคุมมิติและลักษณะที่ปรากฏทั้งหมดดําเนินการตามรูปแบบการสุ่มตัวอย่างเดี่ยวสําหรับการตรวจสอบปกติ (เป็นไปตามมาตรฐาน ISO 2859 กฟผ. 1.5%).
ต้องระบุผลลัพธ์ทั้งหมดที่ไม่เป็นไปตามข้อกําหนดที่กําหนด.
เมื่อจํานวนแท่งที่ชํารุดน้อยกว่าหรือเท่ากับเกณฑ์การยอมรับล็อต, ล็อตอยู่ในความสอดคล้อง.
เมื่อจํานวนแท่งที่ชํารุดเท่ากับหรือมากกว่าเกณฑ์การปฏิเสธล็อต, ล็อตไม่สอดคล้องกัน.
เมื่อตัวแทนของลูกค้ามาถึง, พวกเขาตรวจสอบผลลัพธ์ของซัพพลายเออร์และอุปกรณ์วัดของพวกเขา. ผลลัพธ์เหล่านี้จะถูกผนวกเข้ากับรายงานการยอมรับ.
เป็น fa เป็นองค์ประกอบเหล็กในที่เกี่ยวข้อง, ล็อตจะถูกปฏิเสธหากผลลัพธ์ของใบรับรองการวิเคราะห์ไม่เป็นไปตามข้อกําหนด หรือหากไม่มีการระบุผลลัพธ์ขององค์ประกอบที่ระบุอย่างน้อยหนึ่งรายการ.
3.2 การตรวจสอบมิติ
ความยาวของแท่ง, ความกว้างและความสูงจะถูกตรวจสอบโดยแอตทริบิวต์ตามมาตรฐาน ISO 2859 โดยตัวแทนลูกค้า. การตรวจสอบดําเนินการตามรูปแบบการสุ่มตัวอย่างเดียวสําหรับการตรวจสอบปกติหรือลดลงด้วย AQL ของ 1.5%.
แต่ละแท่งจัดอยู่ในประเภท "ชํารุด" หรือ "ไม่ชํารุด", ขึ้นอยู่กับว่า 3 มิติสอดคล้องกับความคลาดเคลื่อนที่กําหนดหรือว่าอย่างใดอย่างหนึ่งของ 3 ขนาดไม่อยู่ในเกณฑ์ความคลาดเคลื่อน. แถบที่ชํารุดถูกปฏิเสธ.
เมื่อจํานวนแท่งที่ชํารุดน้อยกว่าหรือเท่ากับเกณฑ์การยอมรับล็อต, ล็อตได้รับการยอมรับ.
เมื่อจํานวนแท่งที่ชํารุดเท่ากับหรือมากกว่าเกณฑ์การปฏิเสธล็อต, จํานวนชิ้นงานทดสอบจะต้องเพิ่มขึ้นตามที่อธิบายไว้จากล็อตนี้จะต้องแสดงอีกครั้งหลังจากการตรวจสอบชิ้นส่วนทั้งหมดอีกครั้งและกําจัดแท่งที่ชํารุด.
วัดขนาดได้ดังนี้:
– ความยาว: วางแถบบนพื้นผิวการทํางานแนวนอนด้วยขอบยึด. วางปลายด้านหนึ่งของแถบกับขอบและวางสี่เหลี่ยมที่ตั้งไว้กับปลายอีกด้านหนึ่ง. ใช้เทปวัดเพื่อกําหนดความยาวโดยรวมของแท่งระหว่างขอบและชุดสี่เหลี่ยมจัตุรัส. บันทึกการวัดความยาวบนแผ่นตรวจสอบ.
– ความกว้างและความสูง: วัดสิ่งเหล่านี้ 2 ขนาดที่กึ่งกลางของแถบพร้อมเกจวัดคาลิปเปอร์. ยืนยันผลลัพธ์ทั้งหมดบนแผ่นตรวจสอบ, ซึ่งต่อท้ายรายงานการยอมรับ.
หมาย เหตุ: แท่งที่ชํารุดจะถูกปฏิเสธหลังจากถูกนํามาพิจารณาสําหรับการยอมรับล็อต.
3.3 การตรวจสอบทางเรขาคณิต
ลักษณะเหล่านี้จะถูกตรวจสอบโดย attributers ในรูปแบบการสุ่มตัวอย่างเดียวด้วย AQL ของ 1.5% แต่ละแท่งจัดประเภท "ชํารุด" หรือ "ไม่ชํารุด", ขึ้นอยู่กับผลลัพธ์ของ 8 การวัดที่ต้องทํา:
– บาร์ชํารุด: อย่างน้อย 1 ของ 8 การวัดค่าไม่คลาดเคลื่อน
– บาร์ไม่ชํารุด: เดอะ 8 การวัดสอดคล้องกับความคลาดเคลื่อน.
แท่งที่ชํารุดถูกปฏิเสธ แต่นับได้.
ลักษณะวัดได้ดังนี้:
– การโก่งตัวทั้งหมด (2 วัด): สิ่งนี้วัดได้ในแนวนอนหนึ่งอันและบนใบหน้าแนวตั้งหนึ่งอัน (พื้นผิวเว้า). วางไม้บรรทัดแข็งให้ยาวกว่าแถบบนพื้นผิวที่กําลังตรวจสอบ. ต้องไม่สามารถใส่ปุ่ม 3 มม. ชิมหนาระหว่างไม้บรรทัดและบาร์.
– การโก่งตัวในท้องถิ่น (2 วัด): สิ่งนี้วัดได้ในแนวนอนหนึ่งอันและบนใบหน้าแนวตั้งหนึ่งอัน (พื้นผิวเว้า). สถานที่ 1 m ไม้บรรทัดแข็งบนพื้นผิวที่กําลังตรวจสอบ. ต้องไม่สามารถใส่ปุ่ม 3 มม. ชิมหนาระหว่างไม้บรรทัดและบาร์. ทําซ้ําสามครั้งต่อหน้าเพื่อตรวจสอบความยาวของแท่งทั้งหมด.
– ข้อบกพร่องมุมที่ปลายตัด (2 วัด): ตรวจสอบความตั้งฉากที่ปลายทั้งสองด้านของแถบตามความกว้างและความสูงโดยใช้สี่เหลี่ยมชุดและ 5 มม. หนาชิม. ต้องไม่สามารถใส่ชิมระหว่างชุดสี่เหลี่ยมและจุดสิ้นสุดของแท่งได้.
– ข้อบกพร่องมุมของหน้าตัด (2 วัด): การตรวจสอบจะทําตรงกลางของแถบตามความกว้างและความสูงโดยใช้ตารางชุดและ 3 มม. หนาชิม. ต้องไม่สามารถใส่ชิมระหว่างชุดสี่เหลี่ยมและแถบได้.
ผลลัพธ์จากการตรวจสอบทั้งหมดเหล่านี้จะถูกบันทึกไว้ในเอกสารการตรวจสอบต่อท้ายรายงานการยอมรับ.
– ตกลง, ได้: ขนาดภายในความคลาดเคลื่อน.
– D*: ขนาดที่พ้นจากความคลาดเคลื่อน (บกพร่อง).
– 1: แถบแรกถูกปฏิเสธ.
3.4 การตรวจสอบสภาพพื้นผิว
กฎการยอมรับเหมือนกับที่ระบุไว้, สภาพพื้นผิวของแถบตัวอย่างจะถูกตรวจสอบด้วยสายตา. ด้านของพวกเขาจะต้องสอดคล้องกับมิติที่กําหนด. ใช้เกจวัดความลึกเพื่อวัดความลึกของข้อบกพร่องใด ๆ.
ความเรียบที่ปลายตัด (2 วัด) ถูกตรวจสอบที่ปลายทั้งสองด้านของแถบโดยใช้ชุดสี่เหลี่ยมและ 2 มม. ชิมทรงกระบอก. ต้องไม่สามารถใส่ชิมทรงกระบอกระหว่างชุดสี่เหลี่ยมและปลายแท่งได้.
3.5 รายงานการยอมรับ
เมื่อเสร็จสิ้นการยอมรับ, รายงานถูกจัดทําขึ้นเพื่อรวมอย่างน้อยดังต่อไปนี้:
– การอ้างอิงของผู้ผลิตและโรงงาน,
– หมายเลขล็อต,
– ขนาดแท่ง,
– จํานวนแท่งที่นําเสนอ, ถูกปฏิเสธและยอมรับ.
รายงานการยอมรับลงนามโดยตัวแทนของลูกค้าและซัพพลายเออร์. ใบรับรองการวิเคราะห์และแผ่นตรวจสอบซัพพลายเออร์และลูกค้าต่างๆจะถูกผนวกเข้ากับรายงานการยอมรับและไฟล์แนบ.
เอกสารอ้างอิง:
ASTM A572 Gr 50 ผลิตภัณฑ์รีดร้อนของเหล็กโครงสร้างที่ไม่ใช่โลหะผสม – เงื่อนไขการจัดส่งทางเทคนิค
ข้อกําหนดมาตรฐาน ASTM A36 / A36M-14 สําหรับเหล็กโครงสร้างคาร์บอน
ข้อกําหนดมาตรฐาน ASTM A1018 / A1018M-16a สําหรับเหล็ก, แผ่นและแถบ, ขดลวดหนามาก, รีดร้อน, คาร์บอน, เชิงพาณิชย์, รูปภาพ, โครง สร้าง, โลหะผสมต่ําความแข็งแรงสูง, โลหะผสมต่ําความแข็งแรงสูงพร้อมความสามารถในการขึ้นรูปที่ดีขึ้น, และความแข็งแรงสูงพิเศษ.





