در اینجا ما درجه ASTM را معرفی می کنیم 1006 نوار جمع اوری کاتد فولاد کم کربن برای کارگاه تولید و بازرسی کارگاه الومینیوم الکترولیتی. اگر به ان علاقه دارید, لطفا به [email protected] ایمیل بزنید.
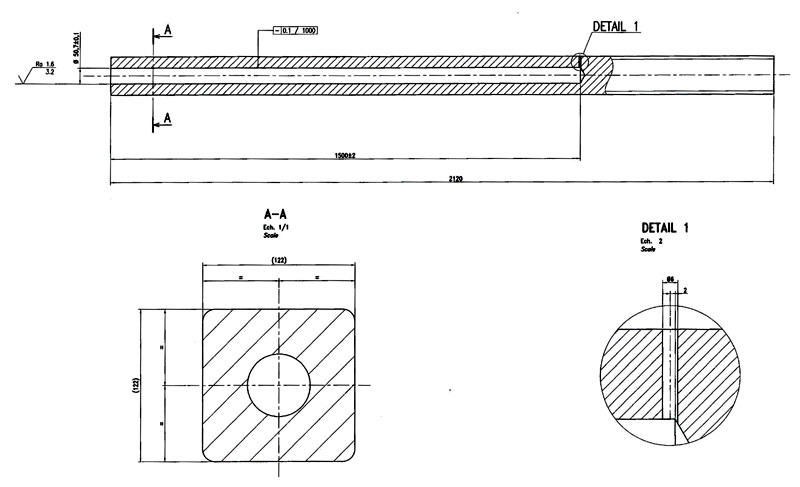
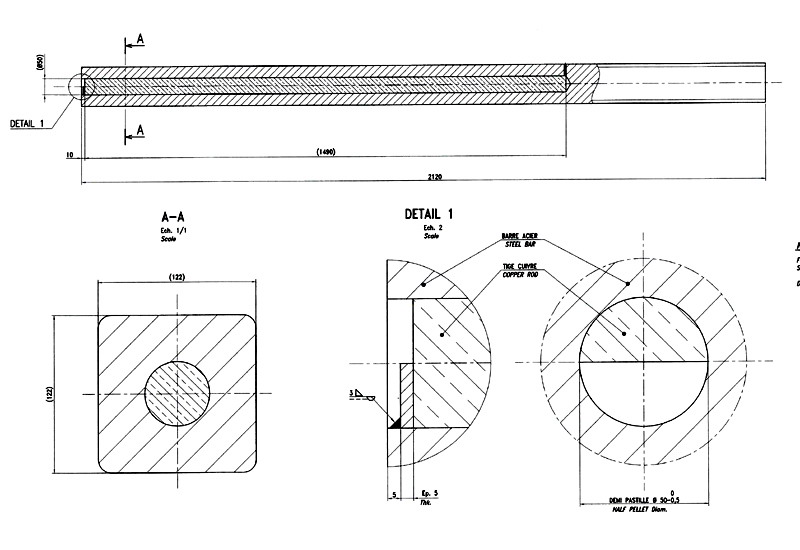
میله های جمع اوری فولاد دارای یک مقطع مربع با درج مس گرد هستند. کیفیت درج فولاد و مس, ابعاد انها و اتصالات ان در نوار جمع کننده به پایان رسید باید به عنوان زیر و مطابق با نقاشی باشد:
- فیزیکی:
1.1 تحمل نوار جمع کننده فولاد:
طول (میلی متر) 0 / +10
عرض (میلی متر) -2~+2
ارتفاع (میلی متر) -2~+2
1.2 نوار گرداورنده فولاد تحمل هندسی
– Angle defect at cut end less than 5 میلی متر
– Flatness at cut ends less than 2 میلی متر
– Angle defect of cross-section less than 3 میلی متر
– Deflection on the whole bar less than 3 میلی متر
(جانبی و عمودی)
– Local deflection less than 3 میلی متر در متر
(جانبی و عمودی)
– Flatness less than 3 میلی متر
(عرضی و عمودی)
– Twist less than 3 میلی متر در متر
– دور کردن 4-15 میلی متر
1.3 فولاد جمع کننده نوار وضعیت سطح
– سطوح جانبی: وانت ازاد یا فلزی و ترک عمیق تر از 3 میلی متر
– زبری سطح بیش از پیش بینی نمی شود 1 میلی متر
– برش توسط اره (برش با قیچی یا مشعل اکسی استیلن ممنوع است مگر اینکه به دنبال سنگ زنی باشد). کاهش نباید نقص تولید را نشان دهد (نیاز به سنگ زنی مکمل).
– بدون نقاشی در نوار به پایان می رسد.
- ویژگی های فیزیکوشیمیایی
2.1 ترکیب فولاد نوار گرداورنده (انالیز گراویمتریک)
کاربرد نوار کاتد نیاز به یک فلز اهنی با مقاومت الکتریکی نسبتا کم و جوش پذیری خوب دارد (برای مثال 1020 درجه یا ASTM A29 / A29 M-99) و زیر مورد نیاز ترکیب:
کربن: ≤0.06٪
سیلیکون: ≤0.07٪
منگنز: ≤0.45٪
فسفر: ≤0.03٪
گوگرد: ≤0.04٪
نیتروژن ≤0.012٪.
تامین کننده فولاد باید به مشتری پیشنهاد خود را با محدوده ترکیب فولاد معمولی مورد انتظار برای عناصر شیمیایی زیر عرضه کند: آل, C, Cr, مس, Si, منگنز, نیکل, S, P & N
- بازرسی نوار کاتدی
پذیرش میله کاتد می گیرد در محل تامین کننده و شامل:
– بررسی نتایج کنترل کیفیت تامین کننده, و به ویژه بررسی گواهینامه های تجزیه و تحلیل تضمین می کند که کیفیت فولاد نوار مطابق با الزامات مشخصات است
– بررسی ابعاد نوار جنبه است.
با توجه به روش های بازرسی, کلمه "LOT" به معنای "بسیاری از مواد برای بازرسی" است., یعنی. تمام میله های کاتد, از ان یک نمونه برای بررسی انطباق با معیارهای پذیرش گرفته خواهد شد.
بارد کاتد در LOT داده شده باید با توجه به همان فرایند و با همان کیفیت فولاد تولید.
Nb: هنگامی که هیچ پذیرش در سایت وجود ندارد, تمام نتایج کنترل کننده باید قبل از ارسال برای پذیرش به بخش خرید مشتری ارسال شود.
3.1 روش بازرسی پذیرش
بازرسی پذیرش توسط نماینده یک سازمان خارجی تایید شده توسط مشتری انجام می شود..
نتایج تامین کننده
تامین کننده باید نتایج را به عنوان اغاز پذیرش ارائه دهد, از جمله به عنوان حداقل:
– ترکیب شیمیایی
– بررسی ابعادی
– بررسی اطراف خاموش
– بررسی نقص زاویه (مقطع و برش پایان)
– چک های انحراف کامل
– پیچ و تاب چک
تمام کنترل های ابعادی و ظاهری با توجه به یک طرح نمونه برداری تک برای بازرسی عادی انجام می شود (بر اساس استاندارد ISO 2859 AQL ( AQL ) 1.5%).
تمام نتایجی که با الزامات داده شده مطابقت ندارند باید شناسایی شوند..
هنگامی که تعداد میله های معیوب کمتر یا برابر با معیار پذیرش لات است, همه چیز مطابق با هم است.
هنگامی که تعداد میله های معیوب برابر یا بیشتر از معیار رد لات است, همه چیز مطابق با هم نیست.
هنگامی که نماینده مشتری وارد می شود, انها نتایج تامین کنندگان و دستگاه اندازه گیری خود را بررسی می کنند. این نتایج باید به گزارش پذیرش اضافه شود.
به عنوان fa به عنوان ترکیب فولاد در مورد, لات رد می شود اگر نتایج گواهینامه های تجزیه و تحلیل با الزامات مطابقت نداشته باشد یا حداقل یکی از نتایج عنصر مشخص نشده باشد.
3.2 بازرسی ابعادی
طول نوار, عرض و ارتفاع توسط ویژگی به عنوان استاندارد ISO بررسی می شود 2859 توسط نماینده مشتری. بازرسی انجام شده با توجه به طرح نمونه گیری واحد برای بازرسی عادی یا کاهش یافته با AQL 1.5%.
هر نوار طبقه بندی شده است "معیوب" یا "معیوب نیست", بستگی به این دارد که ایا 3 ابعاد مطابق با تحمل داده شده و یا اینکه ایا یکی از بیشتر از 3 ابعاد خارج از تحمل هستند. میله های معیوب رد می شوند.
هنگامی که تعداد میله های معیوب کمتر یا برابر با معیار پذیرش لات است, بسیاری پذیرفته شده است.
هنگامی که تعداد میله های معیوب برابر یا بیشتر از معیار رد لات است, تعداد نمونه های ازمایش باید افزایش یابد، زیرا میله های توصیف شده از این قطعه فقط باید پس از بررسی مجدد تمام قطعات و حذف میله های معیوب دوباره ارائه شود.
ابعاد به شرح زیر اندازه گیری می شوند:
– طول: نوار را روی سطح کار افقی با یک لبه نگهدارنده قرار دهید. یکی از انتهای نوار را در مقابل لبه قرار دهید و مربع مجموعه را در انتهای دیگر قرار دهید. استفاده از یک نوار اندازه گیری برای تعیین طول کلی نوار بین لبه و مربع تنظیم. اندازه گیری طول را در یک ورق بازرسی ثبت کنید.
– عرض و ارتفاع: اینها را اندازه گیری کنید 2 ابعاد در مرکز نوار با یک کولیس سنج. Acord تمام نتایج در یک ورق بازرسی, که به گزارش پذیرش اضافه شده است.
اظهارات: میله های معیوب پس از در نظر گرفتن پذیرش زیادی رد می شوند.
3.3 بازرسی هندسی
این ویژگی ها توسط attributers در یک طرح نمونه گیری تنها با AQL از چک 1.5% هر نوار در طبقه بندی "معیوب" یا "ناقص نیست", بسته به نتایج حاصل از 8 اندازه گیری هایی که باید انجام شود:
– نوار معیوب: حداقل 1 از 8 اندازه گیری خارج از تحمل است
– نوار معیوب نیست: The 8 اندازه گیری مطابق با تحمل.
میله های معیوب رد می شوند اما شمارش می شوند.
ویژگی ها به شرح زیر اندازه گیری می شوند:
– انحراف کامل (2 اندازه گیری): این در یک افقی و در یک چهره عمودی اندازه گیری می شود (سطوح مقعر). یک خط کش سفت و سخت را طولانی تر از نوار روی سطح بررسی کنید. این نباید امکان پذیر باشد برای وارد کردن 3 mm ضخامت بین خط کش و نوار.
– انحراف محلی (2 اندازه گیری): این در یک افقی و در یک چهره عمودی اندازه گیری می شود (سطوح مقعر). قرار دادن یک 1 M خط کش سفت و سخت بر روی سطح در حال بررسی. این نباید امکان پذیر باشد برای وارد کردن 3 mm ضخامت بین خط کش و نوار. عملیات را سه بار به صورت صورت تکرار کنید تا کل طول نوار را بررسی کنید.
– نقص زاویه در انتهای برش (2 اندازه گیری): عمود بودن در هر دو انتهای نوار در امتداد عرض و ارتفاع با استفاده از یک مربع مجموعه ای و 5 میلی متر ضخامت شیم. نباید امکان قرار دادن شیم بین مربع مجموعه و انتهای میله وجود داشته باشد.
– نقص زاویه مقطع (2 اندازه گیری): چک در وسط نوار در امتداد عرض و ارتفاع با استفاده از یک مربع مجموعه ای و ساخته شده است 3 میلی متر ضخامت شیم. نباید امکان قرار دادن شیم بین مربع مجموعه و میله وجود داشته باشد.
نتایج حاصل از تمام این چک ها در یک برگه بازرسی اضافه شده به گزارش پذیرش ثبت می شود.
– باشه: ابعاد در تحمل.
– D*: ابعاد خارج از تحمل (معیوب).
– 1: اولین نوار رد شد.
3.4 بازرسی وضعیت سطح
قوانین پذیرش همان است که مشخص شده است, وضعیت سطح میله های نمونه به صورت بصری بررسی می شود. جنبه انها باید با ابعاد داده شده مطابقت داشته باشد. استفاده از عمق سنج برای اندازه گیری عمق هر نقص.
صافی در برش به پایان می رسد (2 اندازه گیری) در هر دو انتهای نوار با استفاده از یک مربع مجموعه ای و بررسی می شود 2 میلی متر استوانه ای شیم. نباید امکان قرار دادن شیم استوانه ای بین مربع مجموعه و انتهای میله وجود داشته باشد.
3.5 گزارش پذیرش
پس از اتمام پذیرش, یک گزارش اماده شده است تا حداقل موارد زیر را شامل شود::
– منابع تولید کننده و کارخانه,
– شماره لات,
– ابعاد نوار,
– تعداد میله های ارائه شده, رد و پذیرفته شده.
گزارش پذیرش توسط نمایندگان مشتری و تامین کننده امضا می شود. گواهینامه های تجزیه و تحلیل و ورق های مختلف بازرسی تامین کننده و مشتری به گزارش پذیرش و پیوست ها اضافه می شود.
اسناد مرجع:
ASTM A572 گر 50 محصولات نورد گرم فولادهای ساختاری غیر الیاژی - شرایط تحویل فنی
ASTM A36 / A36M-14 مشخصات استاندارد برای فولاد سازه کربن
ASTM A1018 / A1018M-16a مشخصات استاندارد برای فولاد, ورق و نوار, کویل های سنگین ضخامت, نورد گرم, کربن, تجاری, نقاشی, ساختاری, استحکام بالا کم الیاژ, استحکام بالا کم الیاژ با شکل پذیری بهبود یافته, قدرت فوق العاده بالا (Ultra-High Strength).





