Burada ASTM Sınıfını tanıtıyoruz 1006 Elektrolitik Alüminyum atölyesi üretimi ve muayene gereksinimi için düşük karbonlu çelik kotot kolektör çubuğu. Eğer ilgileniyorsanız, lütfen [email protected] e-posta yazın.
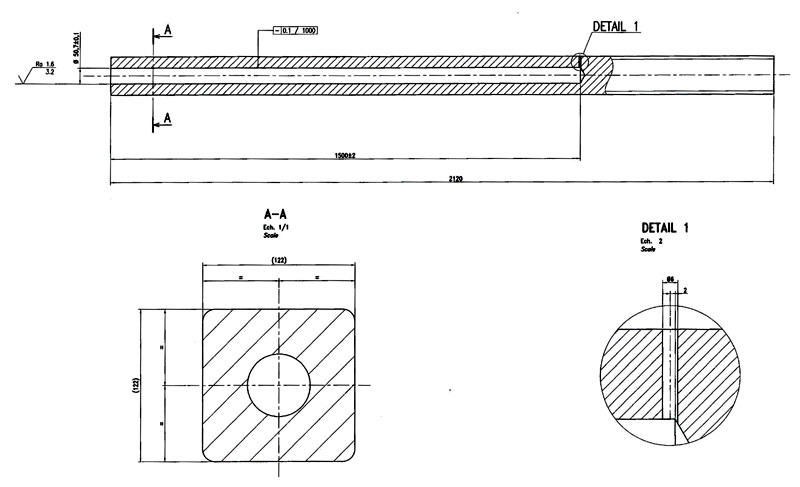
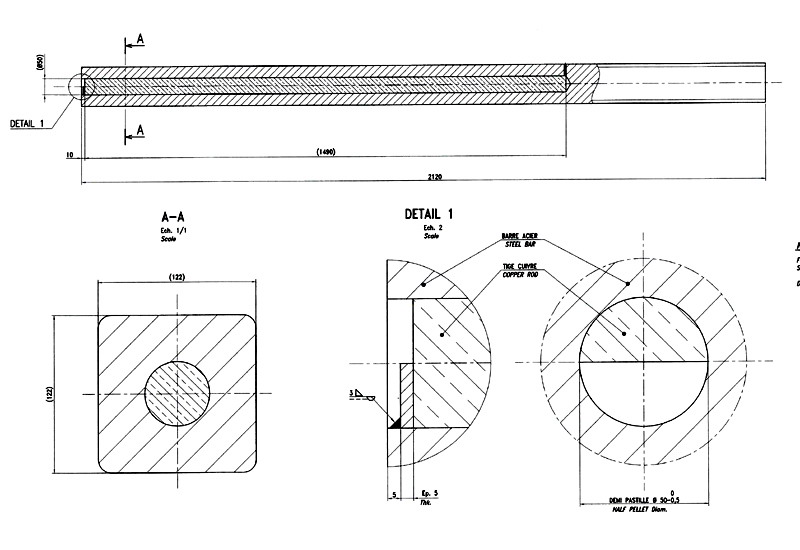
Çelik kolektör çubukları, yuvarlak bakır kesici uçlu kare kesitlidir. Çelik ve bakır kesici uç kalitesi, Boyutları ve bitmiş toplayıcı çubuğuna montajı aşağıdaki gibi ve çizime uygun olmalıdır:
- Fiziksel:
1.1 Çelik toplayıcı çubuğu toleransı:
Uzunluk (Mm) 0 / +10
Genişlik (Mm) -2~+2
Yükseklik (Mm) -2~+2
1.2 Çelik kollektör çubuğu geometrik toleransları
– Angle defect at cut end less than 5 Mm
– Flatness at cut ends less than 2 Mm
– Angle defect of cross-section less than 3 Mm
– Deflection on the whole bar less than 3 Mm
(Yanal ve dikey olarak)
– Local deflection less than 3 metre başına mm
(Yanal ve dikey olarak)
– Flatness less than 3 Mm
(Enine ve dikey olarak)
– Twist less than 3 metre başına mm
– Yuvarlama 4-15 Mm
1.3 Çelik kollektör çubuğu yüzey durumu
– Yanal yüzeyler: Serbest veya metal toplama ve daha derin çatlaklar 3 Mm
– Yüzey pürüzlülüğünün daha fazla yansıtılmaması 1 Mm
– Testere ile kesilmiş (Makas veya oksiasetilen torç ile kesme, taşlama yapılmadıkça yasaktır). Kesikler üretim hataları içermemelidir (Ek bir taşlama gerektiren).
– Çubukta hiçbir resim bitmez.
- Fizikokimyasal özellikler
2.1 Kollektör çubuğu çeliğinin bileşimi (Gravimetrik analiz)
Katot çubuğu uygulaması, nispeten düşük bir elektrik direncine ve iyi bir kaynaklanabilirliğe sahip demirli bir metal gerektirir (Mesela 1020 Sınıf veya ASTM A29/A29 M-99) ve aşağıdaki kompozisyon gereksinimi:
Karbon: ≤0.06%
Silisyum: ≤0.07%
Mangan: ≤0.45%
Fosfor: ≤0.03%
Kükürt: ≤0.04%
Azot ≤% 0.012.
Çelik tedarikçisi, müşteriye teklifini aşağıdaki kimyasal elementler için beklenen tipik çelik bileşim aralığı ile sunmalıdır:: Al, C, Cr, Cu, Si, Mn, Arjantin, S, P & N
- Katot çubuğu muayenesi
Katot çubuklarının kabulü tedarikçinin tesislerinde gerçekleşir ve şunları içerir:
– Tedarikçinin kalite kontrol sonuçlarının kontrolü, ve özellikle çubuk çeliğinin kalitesinin şartnamenin gerekliliklerini karşıladığını garanti eden analiz sertifikalarının kontrolü
– Çubuk boyutlarının kontrolü bir özelliktir.
Denetim prosedürleri ile ilgili olarak, "LOT" kelimesi "denetlenecek çok sayıda malzeme" anlamına gelir, yani. Tüm katot çubukları, kabul kriterlerine uygunluğu kontrol etmek için bir numune alınacaktır.
Belirli bir LOT'taki katot ozanlar aynı işleme göre ve aynı kalitede çelikle üretilmelidir.
NB: Sahada kabul olmadığında, Tüm tedarikçi kontrol sonuçları, kabul için gönderilmeden önce müşteri satın alma departmanına gönderilmelidir.
3.1 Kabul muayene prosedürü
Kabul muayenesi, müşteri tarafından onaylanan harici bir kuruluşun temsilcisi tarafından gerçekleştirilir.
Tedarikçi sonuçları
Tedarikçi, sonuçları kabulün başlangıcı olarak sunmalıdır, minimum olarak dahil olmak üzere:
– Kimyasal bileşim
– Boyutsal kontrol
– Around-off kontrolü
– Açı hatası kontrolleri (kesit ve kesit ucu)
– Toplam sapma kontrolleri
– Bir büküm kontrolü
Tüm boyut ve görünüm kontrolleri, normal muayene için tek örnekleme şemasına göre gerçekleştirilir (Standart ISO'ya göre 2859 AQL 1.5%).
Verilen şartlara uymayan tüm sonuçlar tanımlanmalıdır.
Arızalı çubukların sayısı lot kabul kriterinden az veya ona eşit olduğunda, parti uygundur.
Arızalı çubukların sayısı lot reddetme kriterine eşit veya daha fazla olduğunda, parti uygun değil.
Müşterinin temsilcisi geldiğinde, Tedarikçilerin sonuçlarını ve ölçüm cihazlarını kontrol ederler. Bu sonuçlar kabul raporuna eklenecektir.
İlgili çelik bileşimi kadar fa, Analiz sertifikalarının sonuçları gerekliliklere uymuyorsa veya belirtilen eleman sonuçlarından en az biri sağlanmazsa lot reddedilir.
3.2 Boyutsal inceleme
Çubuk uzunluğu, genişlik ve yükseklik, standart ISO'ya göre öznitelik tarafından kontrol edilir 2859 müşteri temsilcisi tarafından. Muayene, normal veya azaltılmış muayene için tek örnekleme şemasına göre gerçekleştirilir 1.5%.
Her çubuk "kusurlu" veya "kusurlu değil" olarak sınıflandırılır, sırasıyla bağlı olarak 3 Boyutların verilen toleranslara uygun olup olmadığı veya birden fazla toleranstan birinin 3 boyutlar tolerans dışındadır. Arızalı çubuklar reddedilir.
Arızalı çubukların sayısı lot kabul kriterinden az veya ona eşit olduğunda, lot kabul edilir.
Arızalı çubukların sayısı lot reddetme kriterine eşit veya daha fazla olduğunda, Test numunelerinin sayısı, tarif edildiği gibi arttırılmalıdır; Bu partideki çubuklar, yalnızca tüm parçaların yeniden incelenmesinden ve kusurlu çubukların ortadan kaldırılmasından sonra tekrar sunulmalıdır;.
Boyutlar aşağıdaki gibi ölçülür:
– Uzunluk: Çubuğu istinat kenarı olan yatay çalışma yüzeyine yerleştirin. Çubuğun uçlarından birini kenara doğru yerleştirin ve ayarlanan kareyi diğer uca doğru yerleştirin. Çubuğun kenar ile ayarlanmış kare arasındaki toplam uzunluğunu belirlemek için bir mezura kullanın. Uzunluk ölçümünü bir muayene sayfasına kaydedin.
– Genişlik ve yükseklik: bunları ölçün 2 bir kumpas göstergesi ile çubuğun ortasındaki boyutlar. Tüm sonuçları bir denetim sayfasında toplayın, kabul raporuna eklenen.
Açıklamalar: Arızalı çubuklar lot kabulü için dikkate alındıktan sonra reddedilir.
3.3 Geometrik inceleme
Bu özellikler, öznitelikler tarafından bir AQL ile tek bir örnekleme şemasında kontrol edilir. 1.5% "kusurlu" veya "kusurlu değil" olarak sınıflandırılan her bir çubuk, sonuçlarına bağlı olarak 8 Yapılması gereken ölçümler:
– Bar arızalı: En az 1 arasında 8 ölçümler tolerans dışıdır
– Bar arızalı değil: Burası 8 ölçümler toleranslara uygundur.
Arızalı çubuklar reddedilir ancak sayılır.
Özellikler aşağıdaki gibi ölçülür::
– Toplam sapma (2 Ölçüm): Bu, bir yatay ve bir dikey yüzde ölçülür (içbükey yüzeyler). Kontrol edilen yüzeydeki çubuktan daha uzun sert bir cetvel yerleştirin. Eklemek mümkün olmamalıdır 3 cetvel ve çubuk arasında mm kalınlığında şim.
– Yerel sapma (2 Ölçüm): Bu, bir yatay ve bir dikey yüzde ölçülür (İçbükey yüzeyler). Bir 1 Kontrol edilen yüzeydeki m sert cetvel. Eklemek mümkün olmamalıdır 3 cetvel ve çubuk arasında mm kalınlığında şim. Tüm çubuk uzunluğunu kontrol etmek için işlemi yüz yüze üç kez tekrarlayın.
– Kesme ucunda açı hatası (2 Ölçüm): Diklik, çubuğun her iki ucunda, genişlik ve yükseklik boyunca, ayarlanmış bir kare kullanılarak kontrol edilir ve 5 mm kalınlığında şim. Dolguyu set karesi ile çubuğun sonu arasına yerleştirmek mümkün olmamalıdır.
– Enine kesitin açı hatası (2 Ölçüm): Kontrol, çubuğun ortasında, genişlik ve yükseklik boyunca, ayarlanmış bir kare ve 3 mm kalınlığında şim. Dolguyu set kare ve çubuk arasına yerleştirmek mümkün olmamalıdır.
Tüm bu kontrollerden elde edilen sonuçlar, kabul raporuna eklenen bir muayene kağıdına kaydedilir.
– TAMAM: Toleranslar dahilindeki boyutlar.
– D*: Tolerans dışı boyutlar (kusurlu).
– 1: İlk çubuk reddedildi.
3.4 Yüzey durumu kontrolü
Kabul kuralları belirtilenlerle aynıdır, numune çubuklarının yüzey durumu görsel olarak kontrol edilir. Onların yönü verilen boyuta uygun olmalıdır. Herhangi bir kusurun derinliğini ölçmek için derinlik ölçeri kullanın.
Kesim uçlarındaki düzlük (2 Ölçüm) çubuğun her iki ucunda ayarlanmış bir kare kullanılarak kontrol edilir ve 2 mm silindirik şim. Silindirik dolguyu set kare ile çubuğun sonu arasına yerleştirmek mümkün olmamalıdır.
3.5 Kabul raporu
Kabulün tamamlanmasının ardından, En azından aşağıdakileri içerecek şekilde bir rapor hazırlanır::
– Üretici ve tesis referansları,
– Lot numarası,
– Çubuk boyutları,
– Sunulan çubuk sayısı, reddedildi ve kabul edildi.
Kabul raporu müşteri ve tedarikçi temsilcileri tarafından imzalanır. Analiz sertifikaları ve çeşitli tedarikçi ve müşteri denetim formları kabul raporuna ve eklerine eklenir.
Referans belgeler:
ASTM A572 Gr 50 Alaşımsız yapısal çeliklerin sıcak haddelenmiş ürünleri – Teknik teslim koşulları
ASTM A36 / A36M-14 Karbon yapısal çelik için standart spesifikasyon
ASTM A1018 / A1018M-16a Çelik için standart spesifikasyon, levha ve şerit, ağır kalınlıkta bobinler, Sıcak haddelenmiş, Karbon, Ticari, Çizim, Yapısal, Yüksek mukavemetli Düşük alaşımlı, Geliştirilmiş şekillendirilebilirliğe sahip yüksek mukavemetli Düşük alaşımlı, ve Ultra yüksek mukavemet.





