Elektrolitik alüminiumdan katod kollektor çubuğunu istehsal etmək ciddi bir prosesdir, çünki electrowinning sistemi ağır DC cərəyanıdır, elektrokeçiricilik alüminiumun qiymətini həll edəcək, ona görə də çox yaxşı elektrokeçiriciliyə malik olmalıdır, enerji istehlakına qənaət etmək və elektrolitik səmərəliliyi artırmaq. The request specification as below:
- The cathode bar should be very low carbon steel, çünki aşağı karbonlu polad yaxşı elektrokeçiriciliyə malikdir. Normalda karbonun məzmunu daha az olmalıdır 0.06%, SAE adlı material 1006, aşağıdakı kimi kimyəvi komponentlər:
Karbon ≤0,06%, Silikon ≤0,07%, Manqan ≤0,45%, Fosfor ≤03%, Kükürd ≤0,04%, Azot ≤0,012%. - Should plug a cathode copper rod to raise the electroconductibility, the material should be C11000, the content of copper more than 99.90%. The diameter should be round 50mm, length should be round 1500mm. The chemical components as below:
Copper ≥99.90%, Oxygen ≤0.04%, Lead ≤0.005%, Bismuth ≤0.005%, Other elements ≤0.04%. - Because the copper rod should plug in the steel bar (other side of hole has a vent hole, finally will be clogged with refractory paste Green Patch 421 or equivalent), so the most difficult problem is that need drill a hole about 1500mm in the center of steel bar. This should book a deep hole drill, no such manufacturer can process it, this is our technical secret.
- Assemble copper rod to steel bar, then use steel cap to cover the hole. Because pure copper is soft, this process is difficult too. At beginning the copper rod should be processed strength and smooth.
Detailed material list that we supplied:
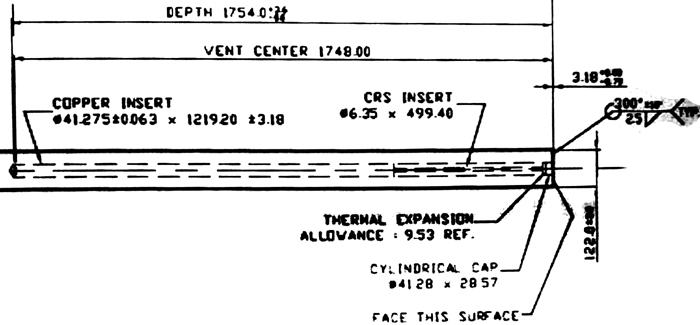
- Steel bar: Low carbon steel, ASTM Class 1006, Center is drilled a deep hole round 1500mm, the dimension as customed, by the end of center hole to drill a vent hole.

- Copper bar: ASTM B187/B187M-16; UNS-C11000, high conductivity copper for omnibus, low content phosphorus; Diameter tolerance as request, must have a 3.175mm bevel at the end to be inserted into steel bar. Copper bar must be cleaned up using Petro solvent 3139 or equivalent (Stoddard solvent) before the insertion. Insertion of copper bars into steel bars shall be done within 8 hours after copper bar and steel bar holes final cleaning, in concordance with the following steps:
Clean up all steel bar holes using Petro sol 3139 to remove all oil or grease traces, and foreign materials; This last cleaning step must be performed using a cloth dipped into Petro sol 3139 until there are no more visible dirt. - Refractory paste:《Green Patch 421》or equivalent (about 50% alumina, wet, air setting patching mortar).
- Cap: Low carbon steel, ASTM Class 1018.
- Solvent: Petrosol-3139 or equivalent to be approved by us (Stoddard solvent);
- Cold rolled steel.
If you need this products, please write email to us to inquiry more details: [email protected].