Wytwarzanie pręta kolektora katodowego z elektrolitycznego aluminium jest ścisłym procesem, ponieważ system elektrolityczności jest ciężkim prądem stałym, elektroprzewodność zadecyduje o koszcie aluminium, więc musi mieć bardzo dobrą elektroprzewodnictwo, w celu zmniejszenia zużycia energii i podniesienia sprawności elektrolitycznej. Specyfikacja żądania jak poniżej::
- Pręt katodowy powinien być wykonany ze stali o bardzo niskiej zawartości węgla, ponieważ stal niskowęglowa ma dobrą elektroprzewodność. Zwykle zawartość węgla powinna być mniejsza niż 0.06%, materiał o nazwie SAE 1006, składniki chemiczne, jak poniżej:
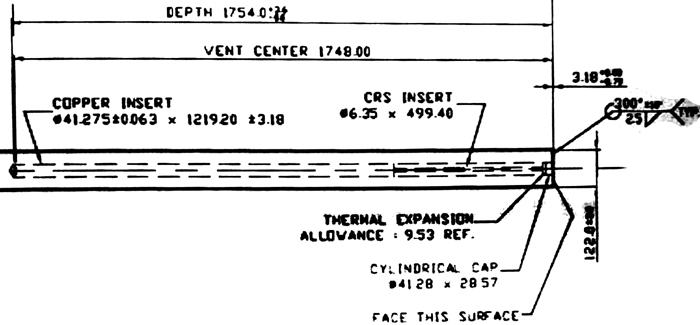
Węgiel ≤0,06%, Silikon ≤0,07%, Mangan ≤0,45%, Fosfor ≤03%, Siarka ≤0,04%, Azot ≤0,012%. - Należy podłączyć pręt miedziany katody, aby zwiększyć przewodność elektryczną, materiał powinien być C11000, zawartość miedzi powyżej 99.90%. Średnica powinna być okrągła 50 mm, długość powinna być okrągła 1500 mm. Składniki chemiczne jak poniżej:
Miedź ≥99,90%, Tlen ≤0,04%, Ołów ≤0,005%, Bizmut ≤0,005%, Pozostałe pierwiastki ≤0,04%. - Ponieważ pręt miedziany powinien wtykać się w stalowy pręt (Druga strona otworu ma otwór wentylacyjny, w końcu zostanie zatkany pastą ogniotrwałą Green Patch 421 lub równoważne), więc najtrudniejszym problemem jest to, że trzeba wywiercić otwór około 1500 mm w środku stalowego pręta. To powinno zarezerwować wiertło do głębokich otworów, żaden taki producent nie może go przetworzyć, To jest nasz techniczny sekret.
- Zamontuj pręt miedziany do pręta stalowego, Następnie użyj stalowej nasadki, aby zakryć otwór. Ponieważ czysta miedź jest miękka, Ten proces też jest trudny. Na początku pręt miedziany powinien być obrabiany wytrzymałościowo i gładko.
Szczegółowa lista materiałów, którą dostarczyliśmy:
- Pręt stalowy: Stal niskowęglowa, Klasa ASTM 1006, W środku wierci się głęboki otwór okrągły 1500 mm, wymiar zgodnie z zamówieniem, przy końcu środkowego otworu, aby wywiercić otwór wentylacyjny.

- Pręt miedziany: ASTM B187/B187M-16; UNS-C11000, Miedź o wysokiej przewodności do Omnibus, niska zawartość fosforu; Tolerancja średnicy na życzenie, musi mieć na końcu skos 3,175 mm, który ma być włożony do pręta stalowego. Pręt miedziany należy oczyścić za pomocą rozpuszczalnika petro 3139 lub równoważne (Rozpuszczalnik Stoddarda) Przed założeniem. Wkładanie prętów miedzianych do prętów stalowych odbywa się w ciągu 8 godzin po końcowym czyszczeniu otworów prętów miedzianych i stalowych, zgodnie z poniższymi krokami:
Oczyść wszystkie otwory w prętach stalowych za pomocą Petro sol 3139 do usuwania wszelkich śladów oleju lub smaru, i materiały obce; Ten ostatni etap czyszczenia należy wykonać za pomocą szmatki zamoczonej w Petro sol 3139 aż do momentu, gdy nie będzie już widocznych zabrudzeń. - Pasta ogniotrwała:《Green Patch 421》lub odpowiednik (około 50% tlenek glinu, mokry, Zaprawa do łatania utrwalająca powietrzem).
- Czapka: Stal niskowęglowa, Klasa ASTM 1018.
- Rozpuszczalnik: Petrosol-3139 lub równoważny do zatwierdzenia przez nas (Rozpuszczalnik Stoddarda);
- Stal walcowana na zimno.
Jeśli potrzebujesz tego produktu, napisz do nas e-mail, aby zapytać o więcej szczegółów: [email protected].