







Катанка з катодної сталі для плавки алюмінію
$720.00 $600.00
SAE 1006/Q195 Катодні матеріали для плавлення алюмінію, низьковуглецева сталь має хорошу електропровідність. Для виробництва катодного колекторного бруска з електролітичного алюмінію є суворим процесом, оскільки система електровінінгу є важким струмом постійного струму, електропровідність буде вирішувати вартість алюмінію, так що він повинен мати дуже хорошу електропровідність, для економії енергоспоживання та підвищення електролітичної ефективності.
- Опис
- Швидкі відомості
- Упаковка та доставка
- Дослідження
Катодний сталевий пруток для плавлення алюмінію є витратним анодним матеріалом у процесі. Зазвичай вони виготовляються з дуже низьковуглецевої сталі та призначені для забезпечення ефективної та ефективної електропровідності під час процесу плавлення. Ми можемо просвердлити довгий глибокий отвір і заглушити чистий мідний стрижень, щоб виготовити весь набір за вашим запитом.
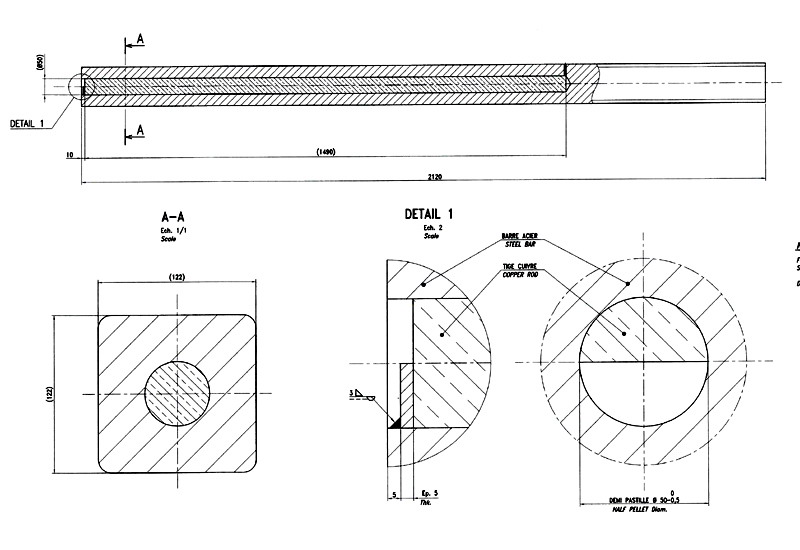
Креслення катодного сталевого прутка для плавлення алюмінію
Катодний сталевий пруток для плавки алюмінію має квадратний перетин з круглою мідною вставкою. Якість сталі і мідної вставки, Їх розміри і його підгонка в готовий брусок колектора повинні бути як показані нижче, так і відповідно до креслення:
- Фізичної:
- Допуск прутка сталевого колектора:
Довжина (Мм) 0 / +10
Ширина (Мм) -2~+2
Зріст (Мм) -2~+2
- Катодний сталевий пруток для геометричних допусків плавлення алюмінію
- Дефект кута на кінці зрізу менше 5 Мм
- Площинність на зрізаних кінцях менше 2 Мм
- Кутовий дефект поперечного перерізу менше 3 Мм
- Прогин на всій планці менше 3 Мм
(Латерально і вертикально)
- Місцевий прогин менше 3 мм на метр
(Латерально і вертикально)
- Площинність менше 3 Мм
(Поперечно і вертикально)
- Скручувати менше 3 мм на метр
- Раунд 4-15 Мм
- Стан поверхні сталевого колекторного прутка
- бічні поверхні: Вільний або металевий підхоплення і тріщини глибше 3 Мм
- Шорсткість поверхні, що не виступає більш ніж на 1 Мм
- Вирізання пилкою (Різання ножицями або оксиацетиленовим пальником заборонено, якщо після цього не подальша шліфування). Скорочення не повинні мати виробничих дефектів (Необхідність додаткового шліфування).
- Немає розпису на торцях планки.
- Фізико-хімічна характеристика
- Склад колекторної пруткової сталі (Гравіметричний аналіз)
Катодний сталевий пруток для плавлення алюмінію вимагає чорного металу з відносно низьким питомим електричним опором і хорошою зварюваністю (Наприклад 1020 Марка або ASTM A29/A29 M-99) і наступні вимоги до складу:
Вуглець: ≤0,06%
Кремній: ≤0,07%
Марганець: ≤0,45%
Фосфор: ≤0,03%
Сірка: ≤0,04%
Азот ≤0,012%.
Постачальник сталі повинен надати клієнту свою пропозицію з типовим діапазоном складу сталі, очікуваним для наступних хімічних елементів: Аль, C, Cr, Cu, Сі, Mn, Ni, S, P & N
- Катодний сталевий пруток для перевірки плавлення алюмінію
Приймання катодних прутків відбувається в приміщенні постачальника і включає::
- Перевірка результатів контролю якості постачальника, і особливо перевірка сертифікатів аналізу, які гарантують, що якість пруткової сталі відповідає вимогам специфікації
- Перевірка розмірів бруска є аспектом.
Що стосується інспекційних процедур, слово «ЛОТ» означає «ЛОТ матеріалу, що підлягає перевірці», тобто. Всі катодні бруски, з яких буде взята проба для перевірки на відповідність критеріям прийнятності;.
Катодні барди в даній партії повинні бути виготовлені за тим же технологічним процесом і з однаковою якістю сталі.
Примітка: Коли немає прийняття на місці, Всі результати контролю постачальника повинні бути відправлені у відділ закупівель клієнта перед відправкою для прийняття.
3.1 Процедура приймального огляду
Приймально-здавальний огляд виконується затвердженим клієнтом представником зовнішньої організації.
Результати роботи з постачальниками
Постачальник повинен представити результати як початок акцепту, в тому числі як мінімум:
- Хімічний склад
- Перевірка розмірів
- Кругла перевірка
- Перевірка дефекту кута (Поперечний переріз і зріз)
- Повна перевірка прогину
- Поворот перевіряє
Всі габаритні та зовнішні контролі здійснюються за схемою одиночного відбору проб для нормальної перевірки (На основі стандарту ISO 2859 AQL 1.5%).
Всі результати, які не відповідають наведеним вимогам, повинні бути виявлені.
Коли кількість дефектних зливків менше або дорівнює критерію прийняття партії, Лот відповідає.
Коли кількість дефектних зливків дорівнює або перевищує критерій відхилення партії, Лот не відповідає.
Коли приїжджає представник клієнта, Вони перевіряють результати постачальників та їх вимірювальний апарат. Ці результати додаються до акта приймання-передачі.
Як фа, так і сталевий склад в, Лот відхиляється, якщо результати сертифікатів аналізу не відповідають вимогам або якщо не надано хоча б один із зазначених елементів результатів.
3.2 Інспекція розмірів
Довжина планки, ширина та висота перевіряються атрибутом відповідно до стандарту ISO 2859 представником клієнта. Інспекція, що проводиться за єдиною схемою відбору проб для нормальної або зменшеної перевірки з AQL 1.5%.
Кожна планка класифікується як «дефектна» або «недефектна», залежно від того, чи 3 розміри відповідають наведеним допускам або одному з декількох 3 розміри не допускаються. Дефектні бруски відбраковуються.
Коли кількість дефектних зливків менше або дорівнює критерію прийняття партії, Лот прийнятий.
Коли кількість дефектних зливків дорівнює або перевищує критерій відхилення партії, Кількість тестових зразків повинна бути збільшена, оскільки описані злитки з цієї партії повинні бути представлені повторно тільки після повторного огляду всіх деталей і усунення дефектних брусків.
Розміри вимірюються наступним чином:
- Довжина: Помістіть планку на горизонтальну робочу поверхню з підпірною кромкою. Покладіть один з кінців бруска на край і поставте встановлений квадрат на інший кінець. За допомогою рулетки визначте загальну довжину бруска між краєм і встановленим квадратом. Запишіть вимірювання довжини на оглядовому аркуші.
- Ширина і висота: Виміряйте ці 2 розміри в центрі бруска з манометром супорта. Узгоджуйте всі результати з інспекційним листом, який додається до акту прийому-передачі.
Зауваження: Дефектні бруски відбраковуються після врахування для прийняття партії.
3.3 Геометричний контроль катодного сталевого прутка для плавлення алюмінію
Ці характеристики перевіряються атрибутами в єдиній схемі вибірки з AQL 1.5% Кожна смужка класифікується як «дефектна» або «не дефектна», в залежності від результатів 8 вимірювання, які необхідно зробити:
- Бар несправний: Принаймні 1 з 8 вимірювання не допускаються
- Планка не має дефектів: У 8 Вимірювання відповідають допускам.
Дефектні бруски відбраковуються, але враховуються.
Характеристики вимірюються наступним чином::
- Повний прогин (2 Вимірювання): Це вимірюється на одній горизонталі і на одній вертикальній грані (увігнуті поверхні,). Покладіть жорстку лінійку довше планки на перевіряється поверхню. Не повинно бути можливості вставити 3 мм товщиною шайба між лінійкою і бруском.
- місцевий прогин (2 Вимірювання): Це вимірюється на одній горизонталі і на одній вертикальній грані (увігнуті поверхні). Місце 1 м жорсткої лінійки на перевіряється поверхні. Не повинно бути можливості вставити 3 мм товщиною шайба між лінійкою і бруском. Повторіть операцію три рази обличчям, щоб перевірити всю довжину планки.
- Дефект кута на кінці зрізу (2 Вимірювання): Перпендикулярність перевіряється на обох кінцях бруска по ширині і висоті за допомогою встановленого квадрата і 5 мм товщиною шайба. Не повинно бути можливості вставити шім між встановленим квадратом і кінцем бруска.
- Кутовий дефект поперечного перерізу (2 Вимірювання): Перевірка проводиться посередині планки по ширині і висоті за допомогою встановленого квадрата і 3 мм товщиною шайба. Не повинно бути можливості вставити шім між встановленим квадратом і бруском.
Результати всіх цих перевірок фіксуються в аркуші огляду, що додається до акта приймання-передачі.
- ГАРАЗД: Розміри в межах допусків.
- D*: Розміри поза допуском (Дефектні).
- 1: Перша планка відхилена.
3.4 Перевірка стану поверхні катодного сталевого прутка для плавлення алюмінію
Правила приймання такі ж, як і зазначені, стан поверхні брусків проб перевіряється візуально. Їх аспект повинен відповідати наведеному розміру. Використовуйте глибиномір для вимірювання глибини будь-яких дефектів.
Плоскість на зрізаних кінцях (2 Вимірювання) перевіряється на обох кінцях планки за допомогою встановленого квадрата і 2 мм циліндрична шайба. Не повинно бути можливості вставити циліндричну шайбу між встановленим квадратом і кінцем бруска.
3.5 Акт приймання катодного сталевого прутка для плавлення алюмінію
По завершенні приймання, Звіт готується, щоб включити принаймні наступне::
- Рекомендації виробника та заводу,
- Номер лота,
- розміри бруска,
- Кількість представлених злитків, відхилено та прийнято.
Акт прийому-передачі підписується представниками замовника і постачальника. Сертифікати аналізу та різні листи огляду постачальників та клієнтів додаються до акту приймання та додатків.
- Клас:
-
SAE 1006 Катодні матеріали для плавки алюмінію
- Товщина:
-
50-150Мм
- Ширина:
-
50мм-300мм
- Довжина:
-
1000~3000мм
- Місце походження:
-
Внутрішня Монголія, Китай (Континент)
- Назва бренду:
-
Баостіл
- Номер моделі:
-
SAE 1006/Q195
- Застосування:
-
Електролітичний алюмінієвий завод Катодний пруток
- Техніка:
-
Гарячекатаний прокат
- Спеціальне використання:
-
Прес-форма
- Назва продукту:
-
Катодні матеріали для плавки алюмінію
- Тип:
-
Будь-який необхідний розмір
- Форму:
-
Квадратний бар
- Матеріал:
-
SAE 1006/Q195
- Технології:
-
Гарячекатаний прокат
- Умови поставки:
-
Щілинний
- Поверхня:
-
Рівнина
- Обробка поверхні:
-
Вигнутий кут
- Сертифікат:
-
Сертифікат якості
- Ім'я:
-
SAE 1006/Q195 - Катодні матеріали або плавлення алюмінію
- Деталі упаковки
- У комплекті можна завантажувати навантажувачем
- Час доставки
- 30 Дні
- Здатність до постачання:
- 5000 Тонна/тонна на добу
- Порт:
- Порт Тяньцзінь
Пов'язані продукти
-

 Читати даліШвидке подання
Читати даліШвидке поданняQ345B рейковий плоский брус
$600.00Рейковий плоский бар використовується для багатьох конструкцій, ми можемо виготовити будь-який матеріал і розмір за вашим запитом, також може виробляти гладку поверхню плоскої планки, розмір, як показано нижче:
10x30x6000mm Q235 плоский бар
20x35x6000mm Q235 плоский бар
30x40x6000mm Q234 плоский бар
(10-30)x(30-120)x6000mm Q235/Q345 плоский бар
40x40x6000mm ST52 залізничний плоский бар
60x40x6000mm ST52 залізничний плоский бар
70x40x6000mm ST52 залізничний плоский бар
80x40x6000mm ST52 залізничний плоский бар
-

 Читати даліШвидке подання
Читати даліШвидке поданняЛист з м'якої сталі суднобудування
Стандарт: CCS
Клас: 2C, 3C, 4C, 5C, 12MNC, 16MNC, 15MnTiC, 14MnVtirec
Місце походження: Ляонін, Китай
Назва бренду: Юекі
Номер моделі: A B D E AH32 AH36 DH32 DH36 EH32 EH36
Тип: Сталева пластина, Низьколегована пластина
Техніка: Гарячекатаний прокат
Обробка поверхні: Піщана вибухотехніка і грунтовка
Застосування: Корабельна плита
Спеціальне використання: Високоміцна сталева пластина
Ширина: 2000мм-2500мм
Довжина: 6000мм-12000мм
Толерантність: ±2%
Служба обробки: Вигин, Зварювання, Різання, Штампування
Час доставки: 45 Дні
Назва продукту: Морська сталева пластина
Нормальний матеріал сталевого сорту: М'яка сталь ABS GR. A B D E
Звичайний матеріал: 2C, 3C, 4C & 5C
Привіт міцність матеріалу сталевого класу: AH32 AH36 DH32 DH36 EH32 EH36
Привіт міцність матеріалу: Низьколегована сталь 12MnC, 16MnC, 15MnTiC, 14MnVTiReC
Використання: використовується для суднобудування та виготовлення конструкції корпусу судна
MOQ: 300 Тонн
Перевага: Конкурентоспроможна ціна і хороша якість
Край: 4 Різання
Сертифікат: Сертифікати матеріалу сертифікації класу
Здатність до постачання: 3000 Тонна/тонна на добу
Упаковки & Доставка
Деталі упаковки: Пучок в контейнер або сипучий вантаж
Порт: Порт Тяньцзінь
Період підготовки: Для переговорів$1,300.00$1,100.00 -

 Читати даліШвидке подання
Читати даліШвидке поданняQ345 холодний намальований рейковий плоский бар
$600.00Рейковий плоский бар використовується для багатьох конструкцій, ми можемо виготовити будь-який матеріал і розмір за вашим запитом, також може виробляти гладку поверхню плоскої планки, розмір, як показано нижче:
10x30x6000mm Q235 плоский бар
20x35x6000mm Q235 плоский бар
30x40x6000mm Q234 плоский бар
(10-30)x(30-120)x6000mm Q235/Q345 плоский бар
40x40x6000mm ST52 залізничний плоский бар
60x40x6000mm ST52 залізничний плоский бар
70x40x6000mm ST52 залізничний плоский бар
80x40x6000mm ST52 залізничний плоский бар
-
Читати даліШвидке подання
Рейковий плоский брус ST52
$600.00Рейковий плоский бар використовується для багатьох конструкцій, ми можемо виготовити будь-який матеріал і розмір за вашим запитом, також може виробляти гладку поверхню плоскої планки, розмір, як показано нижче:
10x30x6000mm Q235 плоский бар
20x35x6000mm Q235 плоский бар
30x40x6000mm Q234 плоский бар
(10-30)x(30-120)x6000mm Q235/Q345 плоский бар
40x40x6000mm ST52 залізничний плоский бар
60x40x6000mm ST52 залізничний плоский бар
70x40x6000mm ST52 залізничний плоский бар
80x40x6000mm ST52 залізничний плоский бар
-

 Читати даліШвидке подання
Читати даліШвидке поданняSWRH82B сталева заготовка відноситься до високовуглецевої сталі
Ми можемо поставити будь-які види сталевих заготовок у великій кількості за конкурентоспроможною ціною, Особливо спеціальна сталь, Наприклад: SWRH82B, SWRH62A/72A або SWRM8.
Вимір: 11м × 152 мм × 152 мм.
Якщо вам це потрібно, Будь ласка, залиште нам повідомлення.
-
 Читати даліШвидке подання
Читати даліШвидке поданняМорська сталева пластина
Стандарт: CCS
Клас: 2C, 3C, 4C, 5C, 12MNC, 16MNC, 15MnTiC, 14MnVtirec
Місце походження: Ляонін, Китай
Назва бренду: Юекі
Номер моделі: A B D E AH32 AH36 DH32 DH36 EH32 EH36
Тип: Сталева пластина, Низьколегована пластина
Техніка: Гарячекатаний прокат
Обробка поверхні: Піщана вибухотехніка і грунтовка
Застосування: Корабельна плита
Спеціальне використання: Високоміцна сталева пластина
Ширина: 2000мм-2500мм
Довжина: 6000мм-12000мм
Толерантність: ±2%
Служба обробки: Вигин, Зварювання, Різання, Штампування
Час доставки: 45 Дні
Назва продукту: Морська сталева пластина
Нормальний матеріал сталевого сорту: М'яка сталь ABS GR. A B D E
Звичайний матеріал: 2C, 3C, 4C & 5C
Привіт міцність матеріалу сталевого класу: AH32 AH36 DH32 DH36 EH32 EH36
Привіт міцність матеріалу: Низьколегована сталь 12MnC, 16MnC, 15MnTiC, 14MnVTiReC
Використання: використовується для суднобудування та виготовлення конструкції корпусу судна
MOQ: 300 Тонн
Перевага: Конкурентоспроможна ціна і хороша якість
Край: 4 Різання
Сертифікат: Сертифікати матеріалу сертифікації класу
Здатність до постачання: 3000 Тонна/тонна на добу
Упаковки & Доставка
Деталі упаковки: Пучок в контейнер або сипучий вантаж
Порт: Порт Тяньцзінь
Період підготовки: Для переговорів$1,300.00$1,100.00 -

 Читати даліШвидке подання
Читати даліШвидке поданняSAE1006 пруток з низьковуглецевої сталі для алюмінієвого гальванічного
SAE 1006/Q195 Електрозварювання алюмінієвих катодних котодів використовується для електролітичного алюмінієвого заводу, низьковуглецева сталь має хорошу електропровідність. Для виробництва катодного колекторного бруска з електролітичного алюмінію є суворим процесом, оскільки система електровінінгу є важким струмом постійного струму, електропровідність буде вирішувати вартість алюмінію, так що він повинен мати дуже хорошу електропровідність, для економії енергоспоживання та підвищення електролітичної ефективності.
$720.00$600.00 -

 Читати даліШвидке подання
Читати даліШвидке поданняСталевий колекторний пруток для алюмінієвої плавильної установки
Інноваційна планка для катодного колектора повинна бути дуже низьковуглецевої сталі, це клас ASTM 1006 низьковуглецева сталь, тому що низьковуглецева сталь має хорошу електропровідність. Як правило, вміст вуглецю повинен менше, ніж 0.06%, Матеріал під назвою SAE 1006, хімічні компоненти, як показано нижче:
Вуглець ≤0,06%, Кремній ≤0,07%, Марганець ≤0,45%, Фосфор ≤03%, Сірка ≤0,04%, Азот ≤0,012%.$720.00$600.00 -

 Читати даліШвидке подання
Читати даліШвидке поданняQ195 Катодна плоска сталь
Катодна плоска сталь Q195 використовується для електролітичного алюмінієвого заводу, низьковуглецева сталь має хорошу електропровідність. Для виробництва катодного колекторного бруска з електролітичного алюмінію є суворим процесом, оскільки система електровінінгу є важким струмом постійного струму, електропровідність буде вирішувати вартість алюмінію, так що він повинен мати дуже хорошу електропровідність, для економії енергоспоживання та підвищення електролітичної ефективності.
$720.00$600.00 -
 Читати даліШвидке подання
Читати даліШвидке поданняСталева заготовка SWRM8 відноситься до низьковуглецевої сталі
Ми можемо поставити будь-які види сталевих заготовок у великій кількості за конкурентоспроможною ціною, Особливо спеціальна сталь, Наприклад: SWRH82B, SWRH62A/72A або SWRM8.
Вимір: 11м × 152 мм × 152 мм.
Якщо вам це потрібно, Будь ласка, залиште нам повідомлення.



