







Barra coletora de cátodo para planta de fusão de alumínio
$720.00 $600.00
SAE 1006 A barra coletora catódica é usada para a fábrica de alumínio eletrolítico, o aço de baixo carbono tem boa condutividade elétrica. Produzir barra coletora de cátodo de alumínio eletrolítico é um processo rigoroso, porque o sistema eletrovencedor é de corrente CC pesada, a eletrocondutividade decidirá o custo do alumínio, por isso deve ter eletrocondutividade muito boa, para economizar consumo de energia e aumentar a eficiência eletrolítica.
- Descrição
- Detalhes rápidos
- Embalagem & Entrega
- Inquérito
Cathode collector bar for Aluminum melting plant is used for electrolytic aluminium process, o aço de baixo carbono tem boa condutividade elétrica, can provide efficient and effective electrical conductivity during the melting process.
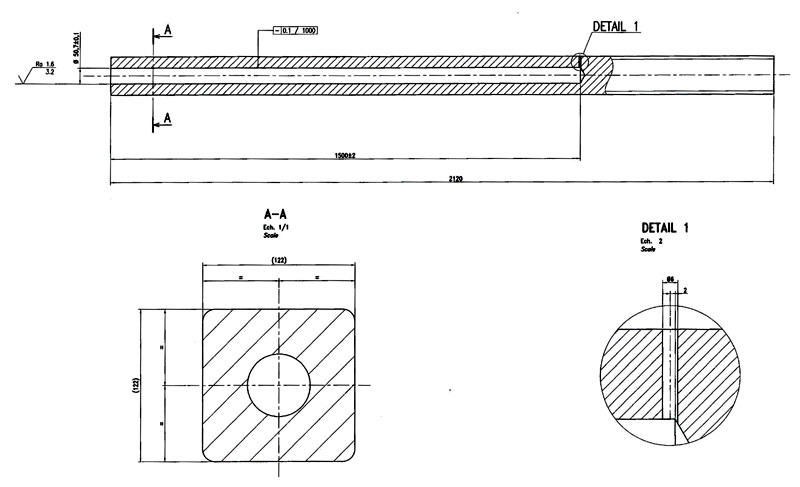
Drawing of Cathode collector bar for Aluminum melting plant
Documentos de referência:
ASTM A572 Gr 50 Produtos laminados a quente de aços estruturais não ligados – Condições técnicas de entrega
Especificação padrão ASTM A36/A36M-14 para aço estrutural carbono
Especificação padrão ASTM A1018/A1018M-16a para aço, folha e tira, bobinas de espessura pesada, Laminados a quente, Carbono, Comercial, Desenho, Estrutural, Alta resistência Baixa liga, Alta resistência de baixa liga com melhor conformabilidade, e Ultra-alta resistência
Cathode collector bar for Aluminum melting plant have a square cross-section with round copper insert. A qualidade do aço e da pastilha de cobre, as suas dimensões e a sua fixação na barra coletora acabada devem ser as seguintes e de acordo com o desenho:
- Físico:
- Tolerância da barra coletora de aço:
Comprimento (milímetro) 0 / +10
Largura (milímetro) -2~+2
Altura (milímetro) -2~+2
- Tolerâncias geométricas da barra coletora de aço
- Defeito de ângulo na extremidade de corte menor que 5 milímetro
- Planicidade nas extremidades de corte menor que 2 milímetro
- Defeito angular da secção transversal inferior a 3 milímetro
- Deflexão em toda a barra menor que 3 milímetro
(Lateral e Verticalmente)
- Deflexão local menor que 3 mm por metro
(Lateral e Verticalmente)
- Planicidade menor que 3 milímetro
(Transversal e verticalmente)
- Torcer menos que 3 mm por metro
- Arredondar 4-15 milímetro
- Condição da superfície da barra coletora de aço
- Superfícies laterais: Livre ou captador de metal e rachaduras mais profundas do que 3 milímetro
- Rugosidade superficial não saliente em mais de 1 milímetro
- Corte por serra (É proibido o corte com tesoura ou tocha de oxiacetileno, salvo se seguido de trituração). Os cortes não devem apresentar defeitos de fabricação (Necessitando de uma moagem suplementar).
- Nenhuma pintura nas extremidades da barra.
- Physicochemical characteristics of Cathode collector bar for Aluminum melting plant
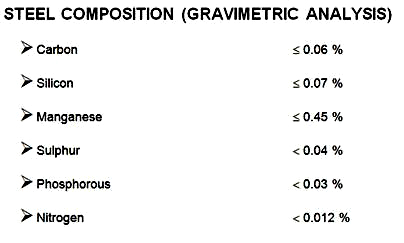
- Composição da barra coletora de aço (Análise gravimétrica)
A aplicação da barra catódica requer um metal ferroso com uma resistividade elétrica relativamente baixa e uma boa soldabilidade (Por exemplo 1020 Classe ou ASTM A29/A29 M-99) e seguindo o requisito de composição:
Carbono: ≤0,06%
Silício: ≤0,07%
Manganésio: ≤0,45%
Fósforo: ≤0,03%
Enxofre: ≤0,04%
Nitrogênio ≤0,012%.
O fornecedor de aço deve fornecer ao cliente sua proposta com faixa de composição de aço típica esperada para os seguintes elementos químicos:: Al, C, Cr, Cu, Si, Mn, Ni, S, P & N
- Cathode bar inspection of Cathode collector bar for Aluminum melting plant
A aceitação das barras catódicas ocorre nas instalações do fornecedor e inclui:
- Uma verificação dos resultados do controle de qualidade do fornecedor, e, especialmente, uma verificação dos certificados de análise garantindo que a qualidade do aço em barra atende aos requisitos da especificação
- Uma verificação das dimensões da barra é aspecto.
No que diz respeito aos procedimentos de controlo, a palavra "LOT" significa "LOTE de material a ser inspecionado", ou seja,. Todas as barras catódicas, da qual será colhida uma amostra para verificar a conformidade com os critérios de aceitação.
Os bardos catódicos em um determinado LOTE devem ser fabricados de acordo com o mesmo processo e com a mesma qualidade de aço.
NB: Quando não há aceitação no local, Todos os resultados do controle do fornecedor devem ser enviados ao departamento de compras do cliente antes do envio para aceitação.
3.1 Acceptance inspection procedure of Cathode collector bar for Aluminum melting plant
A inspeção de aceitação é realizada por um representante de uma organização externa aprovada pelo cliente.
Resultados de fornecedores
Fornecedor deve apresentar resultados como início da aceitação, incluindo, no mínimo,:
- A composição química
- A verificação dimensional
- Verificação ao redor
- Um defeito de ângulo verifica (seção transversal e extremidade de corte)
- Uma verificação de deflexão total
- Uma reviravolta verifica
Todos os controlos dimensionais e de aparência são efectuados de acordo com um esquema de amostragem simples para inspecção normal (Baseado na norma ISO 2859 AQL 1.5%).
Todos os resultados que não cumpram os requisitos fornecidos devem ser identificados.
Quando o número de barras defeituosas for inferior ou igual ao critério de aceitação do lote, o lote está em conformidade.
Quando o número de barras defeituosas for igual ou superior ao critério de rejeição do lote, o lote não está em conformidade.
Quando o representante do cliente chega, verificam os resultados dos fornecedores e seus aparelhos de medição. Estes resultados devem ser anexados ao relatório de aceitação.
Tão fa como a composição do aço em causa, o lote é rejeitado se os resultados dos certificados de análise não satisfizerem os requisitos ou se pelo menos um dos resultados dos elementos especificados não for fornecido;.
3.2 Dimensional inspection of Cathode collector bar for Aluminum melting plant
O comprimento da barra, largura e altura são verificadas pelo atributo de acordo com o padrão ISO 2859 pelo representante do cliente. A inspecção é efectuada de acordo com o regime de amostragem única para uma inspecção normal ou reduzida com um AQL de 1.5%.
Cada barra é classificada como "defeituosa" ou "não defeituosa", dependendo, respectivamente, se o 3 as dimensões estão em conformidade com as tolerâncias dadas ou se uma das mais 3 dimensões estão fora da tolerância. As barras defeituosas são rejeitadas.
Quando o número de barras defeituosas for inferior ou igual ao critério de aceitação do lote, o lote é aceito.
Quando o número de barras defeituosas for igual ou superior ao critério de rejeição do lote, o número de provetes tem de ser aumentado conforme descrito barras deste lote só deve ser apresentado novamente após reexame de todas as peças e eliminação das barras defeituosas.
As dimensões são medidas da seguinte forma:
- Comprimento: Coloque a barra na superfície de trabalho horizontal com uma aresta de retenção. Coloque uma das extremidades da barra contra a borda e coloque o quadrado definido contra a outra extremidade. Use uma fita métrica para determinar o comprimento total da barra entre a borda e o quadrado definido. Registrar a medição do comprimento em uma folha de inspeção.
- Largura e altura: meça-os 2 dimensões no centro da barra com um medidor de paquímetro. Acord todos os resultados em uma folha de inspeção, que é anexado ao relatório de aceitação.
Observações: As barras defeituosas são rejeitadas após serem levadas em conta para a aceitação do lote.
3.3 Geometrical inspection of Cathode collector bar for Aluminum melting plant
Essas características são verificadas pelos atributos em um único esquema de amostragem com um AQL de 1.5% cada barra classificada como "defeituosa" ou "não defeituosa", dependendo dos resultados do 8 Medições que têm de ser feitas:
- Barra defeituosa: Pelo menos 1 do 8 as medições estão fora da tolerância
- Bar não defeituoso: O 8 as medições estão em conformidade com as tolerâncias.
As barras defeituosas são rejeitadas, mas contadas.
As características são medidas da seguinte forma::
- Deflexão total (2 Medidas): Isso é medido em uma face horizontal e em uma vertical (superfícies côncavas). Coloque uma régua rígida mais longa do que a barra na superfície que está sendo verificada. Não deve ser possível inserir o 3 calço de mm de espessura entre régua e barra.
- Deflexão local (2 Medidas): Isso é medido em uma face horizontal e em uma vertical (Superfícies côncavas). Coloque um 1 m régua rígida na superfície a ser verificada. Não deve ser possível inserir o 3 calço de mm de espessura entre régua e barra. Repita a operação três vezes pela face para verificar todo o comprimento da barra.
- Defeito de ângulo na extremidade de corte (2 Medidas): A perpendicularidade é verificada em ambas as extremidades da barra ao longo da largura e altura usando um quadrado definido e o 5 calço mm de espessura. Não deve ser possível inserir o calço entre o quadrado definido e a extremidade da barra.
- Defeito angular da secção transversal (2 Medidas): A verificação é feita no meio da barra ao longo da largura e altura usando um quadrado definido e o 3 calço mm de espessura. Não deve ser possível inserir o calço entre o quadrado e a barra.
Os resultados de todos estes controlos são registados numa ficha de inspecção anexa ao relatório de aceitação.
- OKEY: Dimensões dentro das tolerâncias.
- D*: Dimensões fora da tolerância (defeituoso).
- 1: Primeira barra rejeitada.
3.4 Surface condition inspection of Cathode collector bar for Aluminum melting plant
As regras de aceitação são as mesmas especificadas, a condição da superfície das barras de amostra é verificada visualmente. Seu aspecto deve obedecer à dimensão dada. Use o medidor de profundidade para medir a profundidade de quaisquer defeitos.
A planicidade nas extremidades cortadas (2 Medidas) é verificado em ambas as extremidades da barra usando um quadrado definido e o 2 calço cilíndrico mm. Não deve ser possível inserir o calço cilíndrico entre o quadrado e a extremidade da barra.
3.5 Acceptance report of Cathode collector bar for Aluminum melting plant
Após a conclusão da aceitação, Um relatório é preparado para incluir, pelo menos, o seguinte:
- As referências do fabricante e da fábrica,
- O número do lote,
- As dimensões da barra,
- O número de barras apresentadas, rejeitado e aceito.
O termo de aceite é assinado pelos representantes do cliente e do fornecedor. Os certificados de análise e várias folhas de inspeção de fornecedores e clientes são anexados ao relatório de aceitação e anexos.
- Grau:
-
SAE 1006 barra coletora de cátodo
- Espessura:
-
50-150milímetro
- Largura:
-
50milímetro-300mm
- Comprimento:
-
1000~3000mm
- Local de Origem:
-
Mongólia Interior, China (Continente)
- Marca:
-
Baosteel
- Número do modelo:
-
SAE 1006/Q195
- Aplicação:
-
Fábrica de alumínio eletrolítico Barra catódica
- Técnica:
-
Enrolado a quente
- Uso Especial:
-
Molde de Aço
- Nome do produto:
-
Fábrica de alumínio eletrolítico Barra de aço plano catódico
- Tipo:
-
Qualquer tamanho necessário
- Forma:
-
Bar Quadrado
- Material:
-
SAE 1006
- Tecnologia:
-
Enrolado a quente
- Condição de Entrega:
-
Entalhados
- Superfície:
-
Planície
- Tratamento de superfície:
-
Ângulo curvo
- Certificado:
-
Certificado de qualidade
- Nome:
-
SAE 1006 - grau de aço estrutural carbono
- Detalhes da embalagem
- Em pacote pode ser carregado por empilhadeira
- Tempo de entrega
- 30 Dias
- Capacidade de fornecimento:
- 5000 Toneladas/Toneladas por Dia
- Porta:
- Porto de Tianjin
Produtos Relacionados
-

 Leia MaisVista rápida
Leia MaisVista rápidaBarra coletora de cátodo
SAE 1006 barra de cátodo deve ser muito baixo aço carbono, porque o aço de baixo carbono tem boa eletrocondutibilidade. Normalmente, o conteúdo de carbono deve ser menor do que 0.06%, o material chamado SAE 1006
$720.00$600.00 -

 Leia MaisVista rápida
Leia MaisVista rápidaQ195 Aço plano catódico
Q195 catótodo de aço plano é usado para a fábrica de alumínio eletrolítico, o aço de baixo carbono tem boa condutividade elétrica. Produzir barra coletora de cátodo de alumínio eletrolítico é um processo rigoroso, porque o sistema eletrovencedor é de corrente CC pesada, a eletrocondutividade decidirá o custo do alumínio, por isso deve ter eletrocondutividade muito boa, para economizar consumo de energia e aumentar a eficiência eletrolítica.
$720.00$600.00 -

 Leia MaisVista rápida
Leia MaisVista rápidaBarra plana ferroviária Q345B
$600.00Barra plana ferroviária é usada para muita estrutura, podemos produzir qualquer material e tamanho como seu pedido, também pode produzir barra plana superfície lisa, o tamanho como abaixo:
10x30x6000mm Q235 barra plana
20x35x6000mm Q235 barra plana
30x40x6000mm Q234 barra plana
(10-30)x(30-120)x6000mm Q235/Q345 barra plana
40x40x6000mm ST52 barra plana ferroviária
60x40x6000mm ST52 barra plana ferroviária
70x40x6000mm ST52 barra plana ferroviária
80x40x6000mm ST52 barra plana ferroviária
-

 Leia MaisVista rápida
Leia MaisVista rápidaSWRH82B tarugo de aço pertence ao aço de alto carbono
Nós podemos fornecer qualquer tipo de tarugos de aço em grande quantidade com preço competitivo, especialmente aços especiais, como: SWRH82B, SWRH62A/72A ou SWRM8.
Dimensão: 11m × 152mm × 152mm.
Se você precisar, por favor deixe mensagem para nós.
-

 Leia MaisVista rápida
Leia MaisVista rápidaPlaca de aço marinho
Padrão: CCS
Grau: 2C, 3C, 4C, 5C, 12MNC, 16MNC, 15MnTiC, 14MnVtirec
Local de Origem: Liaoning, China
Marca: Yueqi
Número do modelo: A B D E AH32 AH36 DH32 DH36 EH32 EH36
Tipo: Placa de Aço, Placa de baixa-anteia
Técnica: Enrolado a quente
Tratamento de superfície: Explosão de areia e Primer
Aplicação: Placa do navio
Uso Especial: Placa de aço de alta resistência
Largura: 2000mm-2500mm
Comprimento: 6000mm-12000mm
Tolerância: ±2%
Serviço de Processamento: Dobra, Soldagem, Corte, Perfuração
Tempo de entrega: 45 Dias
Nome do produto: Placa de aço marinho
Grau de aço material normal: Abs GR de aço leve. A B D E
Material normal: 2C, 3C, 4C & 5C
Grau de aço de material de força oi: AH32 AH36 DH32 DH36 EH32 EH36
Oi material de força: Aço de liga baixa 12MnC, 16MnC, 15MnTiC, 14MnVTiReC
Uso: usado para a construção naval e a fabricação da estrutura do casco do navio
MOQ: 300 Toneladas
Vantagem: Preço competitivo e boa qualidade
Borda: 4 corte
Certificado: Certificados materiais de certificação de classe
Capacidade de fornecimento: 3000 Toneladas/Toneladas por Dia
Empacotamento & Entrega
Detalhes da embalagem: Pacote em contêiner ou carga a granel
Porta: Porto de Tianjin
Tempo de espera: A ser negociado$1,300.00$1,100.00 -
 Leia MaisVista rápida
Leia MaisVista rápidaBarra de aço catódico para fusão de alumínio
SAE 1006/Q195 Materiais catódicos para fusão de alumínio, o aço de baixo carbono tem boa condutividade elétrica. Produzir barra coletora de cátodo de alumínio eletrolítico é um processo rigoroso, porque o sistema eletrovencedor é de corrente CC pesada, a eletrocondutividade decidirá o custo do alumínio, por isso deve ter eletrocondutividade muito boa, para economizar consumo de energia e aumentar a eficiência eletrolítica.
$720.00$600.00 -
 Leia MaisVista rápida
Leia MaisVista rápidaSAE1006 Barra de cátodo
SAE 1006 A barra de cátodo é usada para a fábrica de alumínio eletrolítico, o aço de baixo carbono tem boa condutividade elétrica. Produzir barra coletora de cátodo de alumínio eletrolítico é um processo rigoroso, porque o sistema eletrovencedor é de corrente CC pesada, a eletrocondutividade decidirá o custo do alumínio, por isso deve ter eletrocondutividade muito boa, para economizar consumo de energia e aumentar a eficiência eletrolítica.
$720.00$600.00 -

 Leia MaisVista rápida
Leia MaisVista rápidaBarra angular para fabricação de torres de transmissão ou construção naval
Uma barra angular, também conhecido como L-bar ou ferro angular, é um componente estrutural de aço comumente usado na construção de torres de transmissão e construção naval naval.
Na construção de torres de transmissão, As barras angulares são usadas como membros estruturais importantes para fornecer estabilidade e suporte. Eles são frequentemente usados como aparelhos, braços cruzados, e membros diagonais para suportar as várias cargas e forças que a torre pode experimentar, como o vento, gelo, e o peso das linhas de transmissão. As barras angulares são escolhidas por sua resistência, versatilidade, e custo-benefício nessas aplicações.
Na construção naval naval, barras angulares também são amplamente utilizadas. Eles são usados para várias aplicações, como enquadramento, Enrijecimento, e estruturas de apoio. As barras angulares proporcionam integridade estrutural e estabilidade ao casco e à superestrutura do navio. Eles são usados na construção de anteparas, Quadros, Decks, e outros componentes críticos. As barras angulares são preferidas na construção naval devido à sua alta relação resistência/peso, facilidade de fabricação, e custo-efetividade.$650.00$560.00 -

 Leia MaisVista rápida
Leia MaisVista rápidaSAE1006 barra de aço de baixo carbono para eletroganho de alumínio
SAE 1006/Q195 Cátodo de fusão de alumínio electrowinning é usado para a fábrica de alumínio eletrolítico, o aço de baixo carbono tem boa condutividade elétrica. Produzir barra coletora de cátodo de alumínio eletrolítico é um processo rigoroso, porque o sistema eletrovencedor é de corrente CC pesada, a eletrocondutividade decidirá o custo do alumínio, por isso deve ter eletrocondutividade muito boa, para economizar consumo de energia e aumentar a eficiência eletrolítica.
$720.00$600.00 -
 Leia MaisVista rápida
Leia MaisVista rápidaSWRH72A tarugo de aço para fio-máquina de aço de alto carbono
Nós podemos fornecer qualquer tipo de tarugos de aço em grande quantidade com preço competitivo, especialmente aços especiais, como: SWRH82B, SWRH72A ou SWRM8.
Dimensão: 11m × 152mm × 152mm.
Se você precisar, por favor deixe mensagem para nós.



