
Vifaa vya kulehemu vya reli
- Maelezo
- Uchunguzi
Rail thermite welding material also known as exothermic welding or aluminothermic welding, is a process that uses the intense heat generated from a chemical reaction to weld railroad tracks together. The material used in this process is a thermite composition, which typically includes:

Vifaa vya kulehemu vya reli
Aluminum Powder: This is the fuel for the reaction. Aluminum is a highly reactive metal that, when finely powdered, reacts exothermically with metal oxides.
Chuma(III) Oxide (Fe2O3): This serves as the oxidizer in the reaction. When combined with aluminum powder, it reacts to produce molten iron and aluminum oxide, along with a great deal of heat.
The basic chemical reaction in thermite welding is as follows:
[ Fe_2O_3 + 2 Al \rightarrow 2 Fe + Al_2O_3 + Heat ]
This reaction is known as a reduction-oxidation reaction (redox reaction) where aluminum reduces the iron oxide to iron, and in doing so, gets oxidized to aluminum oxide. The reaction is highly exothermic, meaning it releases a significant amount of heat, enough to melt the iron.
In the context of rail welding, the molten iron produced by the thermite reaction is what fuses the rail ends together. The process involves the following steps:
Preparation: The ends of the rails to be joined are cleaned and aligned. A mold, known as a crucible, is placed around the joint to contain the molten iron.
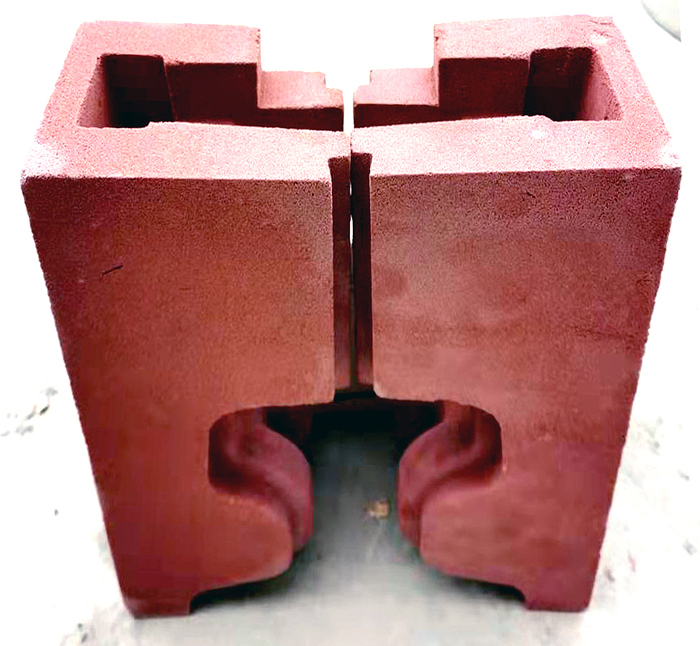
Rail thermite welding material mould
Ignition: The thermite mixture is placed in the crucible and ignited, usually with a flammable primer or a sparkler-like igniter.

Rail thermite welding material crucible

Rail thermite welding material mould of rail

Rail thermite welding material combustion rod
Reaction: The thermite mixture reacts, producing molten iron which flows into the gap between the rail ends.
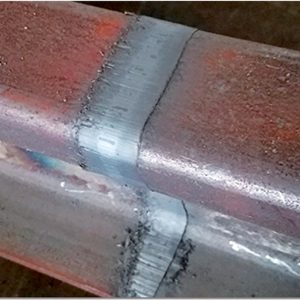
Solidification: The molten iron solidifies to form a solid weld, fusing the rail ends together.
Finishing: After cooling, excess material is removed, and the weld is ground down to ensure a smooth, continuous rail surface.
Thermite welding is often preferred for rail applications because it produces a high-quality weld that is strong and durable, capable of withstanding the heavy loads and stresses associated with rail traffic. It also has the advantage of being portable and relatively easy to perform in the field, which is essential for repairing and maintaining railway tracks.
We can make mould to weld below steel rails:
Ikiwa unahitaji, Tafadhali jisikie huru kuwasiliana nasi.
Bidhaa Zinazohusiana
-
 Soma ZaidiMwoneko Chapu
Soma ZaidiMwoneko ChapuRack ya Kuinua Reli Jack 02B-196
$130.00$120.00 -
 Soma ZaidiMwoneko Chapu
Soma ZaidiMwoneko ChapuFMG-4.4II Gasoline inayoendeshwa na Mashine ya Kusaga Reli
$1,900.00$1,800.00 -

 Soma ZaidiMwoneko Chapu
Soma ZaidiMwoneko ChapuJTMH-B Reli ya kuvaa chombo cha kupima
$360.00$310.00 -
 Soma ZaidiMwoneko Chapu
Soma ZaidiMwoneko ChapuChaguo la Tamping
$70.00$65.00 -
 Soma ZaidiMwoneko Chapu
Soma ZaidiMwoneko ChapuNJB-600-1 / A Reli kusonga Kocha screwing mashine
$1,500.00$1,400.00 -
 Soma ZaidiMwoneko Chapu
Soma ZaidiMwoneko ChapuKipimo cha Ufuatiliaji wa Dijiti
$440.00$390.00 -
 Soma ZaidiMwoneko Chapu
Soma ZaidiMwoneko ChapuMashine ya kuchimba reli ya NZG-31
$800.00$730.00 -
 Soma ZaidiMwoneko Chapu
Soma ZaidiMwoneko ChapuMwongozo tundu wrench kwa reli ya reli
$160.00$135.00 -
 Soma ZaidiMwoneko Chapu
Soma ZaidiMwoneko ChapuNB-550 Athari ya Kubebeka wrench
$800.00$710.00 -

 Soma ZaidiMwoneko Chapu
Soma ZaidiMwoneko ChapuGHDG-800 fasta kubwa flash butt reli & Mashine ya kulehemu ya turnout
GHDG-800 fasta kubwa flash butt reli & mashine ya kulehemu ya turnout na usambazaji wa umeme wa DC, hutumiwa katika mmea uliowekwa kusuka reli fupi kwa reli za 500 mita na zaidi, au kwa weld waliojitokeza kwa reli (Kama vile vyura wa chuma wa juu), au svetsade sehemu kubwa za aloi.
Aina hii ya mashine ya kulehemu inaweza kulehemu aina yoyote ya reli na vyura, kwa usahihi pangilia reli au vyura, kuzuia kwa ufanisi reli kutoka kuteleza wakati wa kughushi kwa hasira, mara moja trim baada ya kukasirisha, na utendaji wa usambazaji wa umeme ni thabiti na sare.
Mashine hii ya kulehemu inaweza kutambua mchanganyiko wowote wa mchakato wa kulehemu unaoendelea, mchakato wa kulehemu pulsation na mchakato wa kulehemu kabla ya joto.
$500,000.00$300,000.00



