







Катодный стальной стержень для плавки алюминия
$720.00 $600.00
SAE 1006/Q195 Катодные материалы для плавки алюминия, низкоуглеродистая сталь имеет хорошую электропроводность. Изготовление катодного коллекторного стержня из электролитического алюминия является строгим процессом, Потому что электровиннинговая система имеет большой постоянный ток, электропроводность будет определять стоимость алюминия, поэтому он должен иметь очень хорошую электропроводимость, для экономии энергопотребления и повышения электролитического КПД.
- Описание
- Краткие сведения
- Упаковка и доставка
- Запрос
Катодный стальной стержень для плавки алюминия является расходным анодным материалом в технологическом процессе. Они, как правило, изготавливаются из стали с очень низким содержанием углерода и предназначены для обеспечения эффективной и действенной электропроводности в процессе плавления. Мы можем просверлить длинное глубокое отверстие и заглушить стержень из чистой меди, чтобы изготовить весь комплект по вашему запросу..
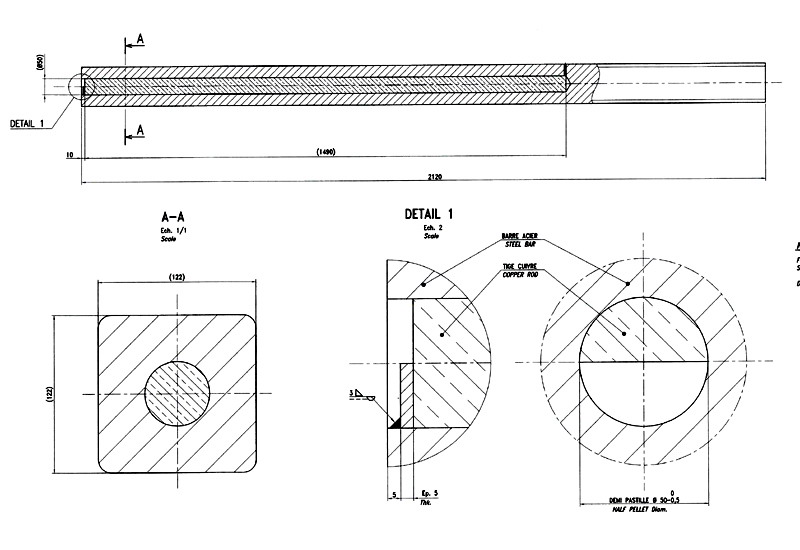
Чертеж прутка катодной стали для плавки алюминия
Пруток из катодной стали для плавки алюминия имеет квадратное сечение с круглой медной вставкой. Качество стальной и медной вставки, их размеры и его подгонка в готовую коллекторную планку должны быть такими, как показано ниже и в соответствии с чертежом:
- Физический:
- Допуск стального коллекторного стержня:
Длина (миллиметр) 0 / +10
Ширина (миллиметр) -2~+2
Высота (миллиметр) -2~+2
- Пруток из катодной стали для плавки алюминия с геометрическими допусками
- Дефект угла на конце разреза менее 5 миллиметр
- Плоскостность на срезанных концах менее 2 миллиметр
- Угловой дефект поперечного сечения менее 3 миллиметр
- Прогиб на всю планку менее 3 миллиметр
(Поперечно и вертикально)
- Локальное отклонение менее 3 мм на метр
(Поперечно и вертикально)
- Плоскостность меньше, чем 3 миллиметр
(Поперечно и вертикально)
- Скручивание меньше, чем 3 мм на метр
- Округлять 4-15 миллиметр
- Состояние поверхности стального коллекторного стержня
- Боковые поверхности: Свободный или металлический звукосниматель и трещины глубже, чем 3 миллиметр
- Шероховатость поверхности не проецируется более чем на 1 миллиметр
- Резка пилой (Резка ножницами или кислородно-ацетиленовой горелкой запрещена без последующего измельчения). Порезы не должны иметь производственных дефектов (Необходимость дополнительного измельчения).
- Нет покраски на торцах бара.
- Физико-химические характеристики
- Состав коллекторной прутковой стали (Гравиметрический анализ)
Пруток из катодной стали для плавки алюминия требует черного металла с относительно низким удельным электрическим сопротивлением и хорошей свариваемостью (Например 1020 Марка или ASTM A29/A29 M-99) и выполнение требований к составу:
Углерод: ≤0.06%
Кремний: ≤0.07%
Марганец: ≤0.45%
Фосфор: ≤0.03%
Сера: ≤0.04%
Азот ≤0.012%.
Поставщик стали должен предоставить клиенту свое предложение с типичным диапазоном состава стали, ожидаемым для следующих химических элементов.: Аль, C, Кр, Cu, Си, Мн, Ni, S, P & N
- Пруток из катодной стали для контроля плавки алюминия
Приемка катодных стержней происходит в помещениях поставщика и включает в себя:
- Проверка результатов контроля качества поставщика, и особенно проверка сертификатов анализа, гарантирующих, что качество прутковой стали соответствует требованиям спецификации
- Проверка размеров бруса является аспектом.
Что касается процедур инспекции, слово "LOT" означает "LOT материала, подлежащего проверке", то есть. Все катодные стержни, из которых будет взят образец для проверки на соответствие критериям приемлемости.
Катодные барды в данной ПАРТИИ должны быть изготовлены в соответствии с тем же процессом и с одинаковым качеством стали..
Примечание: Когда нет приемки на месте, Все результаты контроля поставщика должны быть отправлены в отдел закупок клиента перед отправкой на приемку.
3.1 Процедура приемочного контроля
Приемо-сдаточная проверка проводится представителем внешней организации, утвержденным клиентом.
Результаты работы с поставщиками
Поставщик должен представить результаты в начале приемки, в том числе как минимум:
- Химический состав
- Проверка размеров
- Проверка вокруг выключения
- Проверка угловых дефектов (поперечное сечение и разрезание)
- Полная проверка отклонения
- Скручивание проверяет
Весь контроль размеров и внешнего вида осуществляется в соответствии с единой схемой отбора проб для нормального контроля (На основе стандарта ISO 2859 AQL 1.5%).
Все результаты, которые не соответствуют приведенным требованиям, должны быть идентифицированы.
Когда количество дефектных слитков меньше или равно критерию приемки партии, партия соответствует.
Когда количество дефектных стержней равно или больше критерия отклонения партии, партия не соответствует.
Когда приезжает представитель клиента, они проверяют результаты поставщиков и их измерительную аппаратуру. Эти результаты должны быть приложены к отчету о приемке.
Так же, как и состав стали в данном случае, Партия отклоняется, если результаты сертификатов анализа не соответствуют требованиям или если не предоставлен хотя бы один из указанных элементов результатов.
3.2 Контроль размеров
Длина стержня, ширина и высота проверяются атрибутом в соответствии со стандартом ISO 2859 представителем клиента. Инспекция проводится по единой схеме отбора проб для нормального или сокращенного контроля с AQL 1.5%.
Каждый слиток классифицируется как «дефектный» или «не дефектный», в зависимости соответственно от того, является ли 3 размеры соответствуют заданным допускам или одному из нескольких 3 размеры не соответствуют допуску. Бракованные прутки отбраковываются.
Когда количество дефектных слитков меньше или равно критерию приемки партии, лот принят.
Когда количество дефектных стержней равно или больше критерия отклонения партии, количество испытательных образцов должно быть увеличено, так как описанные стержни из этой партии должны быть представлены повторно только после повторного осмотра всех деталей и устранения дефектных стержней.
Размеры измеряются следующим образом:
- Длина: Поместите планку на горизонтальную рабочую поверхность с удерживающим краем. Поместите один из концов штанги к краю и поместите заданный квадрат против другого конца. Использование рулетки для определения общей длины планки между краем и заданным квадратом. Запись измерения длины в инспекционном листе.
- Ширина и высота: измерить их 2 размеры в центре штанги с калибром суппорта. Запишите все результаты в лист инспекции, который прилагается к акту приемки.
Замечания: Дефектные слитки отбраковываются после учета при приемке партии.
3.3 Геометрический контроль прутка катодной стали для плавки алюминия
Эти характеристики проверяются атрибутами в единой схеме выборки с AQL 1.5% каждый слиток классифицируется как «дефектный» или «недефектный», в зависимости от результатов 8 измерения, которые должны быть выполнены:
- Бар неисправный: По крайней мере 1 of the 8 измерения выходят за рамки допусков
- Бар не дефектный: Тем 8 измерения соответствуют допускам.
Дефектные стержни отбраковываются, но учитываются.
Характеристики измеряются следующим образом::
- Полное отклонение (2 Измерения): Это измеряется на одной горизонтальной и на одной вертикальной грани (вогнутые поверхности). Поместите жесткую линейку длиннее планки на проверяемую поверхность. Не должно быть возможности вставить 3 толщиной в мм прокладка между линейкой и стержнем.
- Локальное отклонение (2 Измерения): Это измеряется на одной горизонтальной и на одной вертикальной грани (Вогнутые поверхности). Разместить 1 m жесткая линейка на проверяемой поверхности. Не должно быть возможности вставить 3 толщиной в мм прокладка между линейкой и стержнем. Повторите операцию три раза по лицу, чтобы проверить всю длину стержня.
- Дефект угла на конце разреза (2 Измерения): Перпендикулярность проверяется на обоих концах стержня по ширине и высоте с помощью заданного квадрата и 5 прокладка толщиной в мм. Не должно быть возможности вставить прокладку между заданным квадратом и концом стержня.
- Угловой дефект поперечного сечения (2 Измерения): Чек производится в середине планки по ширине и высоте с использованием заданного квадрата и 3 прокладка толщиной в мм. Не должно быть возможности вставить прокладку между заданным квадратом и стержнем.
Результаты всех этих проверок фиксируются в листе инспекции, прилагаемом к акту приемки..
- ХОРОШО: Размеры в пределах допусков.
- D*: Размеры вне допусков (дефектный).
- 1: Первый бар отклонен.
3.4 Контроль состояния поверхности прутка из катодной стали для плавки алюминия
Правила приема совпадают с указанными, Состояние поверхности пробных стержней проверяется визуально. Их аспект должен соответствовать заданному измерению.. Используйте глубиномер для измерения глубины любых дефектов.
Плоскостность на срезанных концах (2 Измерения) проверяется на обоих концах бара с помощью заданного квадрата и 2 мм цилиндрическая прокладка. Не должно быть возможности вставить цилиндрическую прокладку между заданным квадратом и концом стержня.
3.5 Акт приемки прутка из катодной стали для плавки алюминия
По завершении приемки, Отчет подготовлен таким образом, чтобы включать, по крайней мере, следующее::
- Референции производителя и завода,
- Номер лота,
- Размеры бруса,
- Количество представленных баров, отклонено и принято.
Акт приемки подписывается представителями клиента и поставщика. Сертификаты анализа и различные инспекционные листы поставщиков и клиентов прилагаются к акту приемки и приложениям.
- Степень:
-
САЕ 1006 Катодные материалы для плавки алюминия
- Толщина:
-
50-150миллиметр
- Ширина:
-
50мм-300мм
- Длина:
-
1000~3000мм
- Место происхождения:
-
Внутренняя Монголия, Китай (Материк)
- Фирменное наименование:
-
Баостил
- Номер модели:
-
SAE 1006/Q195
- Приложение:
-
Электролитический алюминиевый завод Катодный стержень
- Техника:
-
Горячекатаный
- Специальное использование:
-
Сталь пресс-формы
- Наименование продукта:
-
Катодные материалы для плавки алюминия
- Тип:
-
Любой требуемый размер
- Форма:
-
Квадратный бар
- Материал:
-
SAE 1006/Q195
- Технологии:
-
Горячекатаный
- Условия поставки:
-
Прорези
- Поверхность:
-
Равнина
- Поверхностная обработка:
-
Изогнутый угол
- Сертификат:
-
Сертификат качества
- Имя:
-
SAE 1006/Q195 - Катодные материалы или плавление алюминия
- Детали упаковки
- В комплекте может быть загружен вилочным погрузчиком
- Срок поставки
- 30 Дни недели
- Возможность поставки:
- 5000 Тонна/Тонна в сутки
- Порт:
- Порт Тяньцзинь
Сопутствующие товары
-

 Читать далееБыстрый просмотр
Читать далееБыстрый просмотрКатодный коллекторный стержень для установки плавки алюминия
САЕ 1006 Катодный коллекторный стержень используется для электролитического алюминиевого завода, низкоуглеродистая сталь имеет хорошую электропроводность. Изготовление катодного коллекторного стержня из электролитического алюминия является строгим процессом, Потому что электровиннинговая система имеет большой постоянный ток, электропроводность будет определять стоимость алюминия, поэтому он должен иметь очень хорошую электропроводимость, для экономии энергопотребления и повышения электролитического КПД.
$720.00$600.00 -
 Читать далееБыстрый просмотр
Читать далееБыстрый просмотрSAE1006 Катодный стержень
САЕ 1006 Катодный стержень используется для электролитического алюминиевого завода, низкоуглеродистая сталь имеет хорошую электропроводность. Изготовление катодного коллекторного стержня из электролитического алюминия является строгим процессом, Потому что электровиннинговая система имеет большой постоянный ток, электропроводность будет определять стоимость алюминия, поэтому он должен иметь очень хорошую электропроводимость, для экономии энергопотребления и повышения электролитического КПД.
$720.00$600.00 -

 Читать далееБыстрый просмотр
Читать далееБыстрый просмотрЛист из низкоуглеродистой стали для судостроения
Стандарт: СЦК
Степень: 2C, 3C, 4C, 5C, 12ТНК, 16ТНК, 15МнТиС, 14МнВтирек
Место происхождения: Ляонин, Китай
Фирменное наименование: Юэци
Номер модели: А Б Д Е AH32 AH36 DH32 DH36 EH32 EH36
Тип: Стальной лист, Низколегированная пластина
Техника: Горячекатаный
Поверхностная обработка: Пескоструйная обработка и грунтовка
Приложение: Судовая плита
Специальное использование: Высокопрочная стальная пластина
Ширина: 2000мм-2500мм
Длина: 6000мм-12000мм
Толерантность: ±2%
Услуги по обработке: Гибка, Сварка, Режущий, Штамповка
Срок поставки: 45 Дни недели
Наименование продукта: Пластина из морской стали
Нормальный материал марки стали: Мягкая сталь ABS GR. А Б Д Е
Нормальный материал: 2C, 3C, 4C & 5C
Высокопрочный материал марки стали: AH32 AH36 DH32 DH36 EH32 EH36
Высокопрочный материал: Низколегированная сталь 12MnC, 16МнЦ, 15МнТиС, 14МнВТиРеК
Употребление: используется для судостроения и изготовления корпусных конструкций судов
МОК: 300 Тонн
Преимущество: Конкурентоспособная цена и хорошее качество
Край: 4 режущий
Сертификат: Сертификаты сертификационных материалов класса
Возможность поставки: 3000 Тонна/Тонна в сутки
Упаковка & Доставка
Детали упаковки: Связка в контейнер или навалочный груз
Порт: Порт Тяньцзинь
Время упреждения: Подлежит обсуждению$1,300.00$1,100.00 -

 Читать далееБыстрый просмотр
Читать далееБыстрый просмотрSWRH82B стальные заготовки относятся к высокоуглеродистой стали
Мы можем поставлять любые виды стальных заготовок в больших количествах по конкурентоспособной цене, Особо специальная сталь, как: SWRH82B, SWRH62A/72A или SWRM8.
Измерение: 11м × 152 мм × 152 мм.
Если вам это нужно, Пожалуйста, оставьте нам сообщение.
-
 Читать далееБыстрый просмотр
Читать далееБыстрый просмотрКатодный коллекторный стержень
САЕ 1006 катодный стержень должен быть из очень низкоуглеродистой стали, потому что низкоуглеродистая сталь обладает хорошей электропроводимостью. Обычно содержание углерода должно быть меньше, чем 0.06%, материал под названием SAE 1006
$720.00$600.00 -
 Читать далееБыстрый просмотр
Читать далееБыстрый просмотрПластина из морской стали
Стандарт: СЦК
Степень: 2C, 3C, 4C, 5C, 12ТНК, 16ТНК, 15МнТиС, 14МнВтирек
Место происхождения: Ляонин, Китай
Фирменное наименование: Юэци
Номер модели: А Б Д Е AH32 AH36 DH32 DH36 EH32 EH36
Тип: Стальной лист, Низколегированная пластина
Техника: Горячекатаный
Поверхностная обработка: Пескоструйная обработка и грунтовка
Приложение: Судовая плита
Специальное использование: Высокопрочная стальная пластина
Ширина: 2000мм-2500мм
Длина: 6000мм-12000мм
Толерантность: ±2%
Услуги по обработке: Гибка, Сварка, Режущий, Штамповка
Срок поставки: 45 Дни недели
Наименование продукта: Пластина из морской стали
Нормальный материал марки стали: Мягкая сталь ABS GR. А Б Д Е
Нормальный материал: 2C, 3C, 4C & 5C
Высокопрочный материал марки стали: AH32 AH36 DH32 DH36 EH32 EH36
Высокопрочный материал: Низколегированная сталь 12MnC, 16МнЦ, 15МнТиС, 14МнВТиРеК
Употребление: используется для судостроения и изготовления корпусных конструкций судов
МОК: 300 Тонн
Преимущество: Конкурентоспособная цена и хорошее качество
Край: 4 режущий
Сертификат: Сертификаты сертификационных материалов класса
Возможность поставки: 3000 Тонна/Тонна в сутки
Упаковка & Доставка
Детали упаковки: Связка в контейнер или навалочный груз
Порт: Порт Тяньцзинь
Время упреждения: Подлежит обсуждению$1,300.00$1,100.00 -

 Читать далееБыстрый просмотр
Читать далееБыстрый просмотрQ195 Катодная плоская сталь
Катодная плоская сталь Q195 используется для электролитического алюминиевого завода, низкоуглеродистая сталь имеет хорошую электропроводность. Изготовление катодного коллекторного стержня из электролитического алюминия является строгим процессом, Потому что электровиннинговая система имеет большой постоянный ток, электропроводность будет определять стоимость алюминия, поэтому он должен иметь очень хорошую электропроводимость, для экономии энергопотребления и повышения электролитического КПД.
$720.00$600.00 -

 Читать далееБыстрый просмотр
Читать далееБыстрый просмотрSAE1006 пруток из низкоуглеродистой стали для электролиза алюминия
SAE 1006/Q195 Алюминиевый плавильный катодный электровиннинг используется для электролитического алюминиевого завода, низкоуглеродистая сталь имеет хорошую электропроводность. Изготовление катодного коллекторного стержня из электролитического алюминия является строгим процессом, Потому что электровиннинговая система имеет большой постоянный ток, электропроводность будет определять стоимость алюминия, поэтому он должен иметь очень хорошую электропроводимость, для экономии энергопотребления и повышения электролитического КПД.
$720.00$600.00 -
 Читать далееБыстрый просмотр
Читать далееБыстрый просмотрСтальная заготовка SWRM8 относится к низкоуглеродистой стали
Мы можем поставлять любые виды стальных заготовок в больших количествах по конкурентоспособной цене, Особо специальная сталь, как: SWRH82B, SWRH62A/72A или SWRM8.
Измерение: 11м × 152 мм × 152 мм.
Если вам это нужно, Пожалуйста, оставьте нам сообщение.
-

 Читать далееБыстрый просмотр
Читать далееБыстрый просмотрРельсовый плоский стержень ST52
$600.00Рельсовый плоский стержень используется для многих конструкций, мы можем изготовить любой материал и размер по вашему запросу, также может производить гладкую поверхность плоского стержня, размер, как показано ниже:
10x30x6000mm Q235 плоский стержень
20x35x6000mm Q235 плоская планка
30x40x6000mm Q234 плоский стержень
(10-30)x(30-120)x6000mm Q235/Q345 плоский стержень
40x40x6000mm ST52 рельсовый плоский стержень
60x40x6000mm ST52 рельсовый плоский стержень
70x40x6000mm ST52 рельсовый плоский стержень
80x40x6000mm ST52 рельсовый плоский стержень



