Для виробництва катодного колекторного бруска з електролітичного алюмінію є суворим процесом, оскільки система електровінінгу є важким струмом постійного струму, електропровідність буде вирішувати вартість алюмінію, так що він повинен мати дуже хорошу електропровідність, для економії енергоспоживання та підвищення електролітичної ефективності. Специфікація запиту, як показано нижче:
- Катодний пруток повинен бути з дуже низьковуглецевої сталі, тому що низьковуглецева сталь має хорошу електропровідність. Як правило, вміст вуглецю повинен менше, ніж 0.06%, Матеріал під назвою SAE 1006, хімічні компоненти, як показано нижче:
Вуглець ≤0,06%, Кремній ≤0,07%, Марганець ≤0,45%, Фосфор ≤03%, Сірка ≤0,04%, Азот ≤0,012%. - Слід заглушити катодний мідний стрижень для підвищення електропровідності, матеріал повинен бути C11000, зміст міді більше ніж 99.90%. Діаметр повинен бути круглим 50мм, довжина повинна бути круглою 1500мм. Хімічні компоненти, наведені нижче:
Мідь ≥99.90%, Кисень ≤0,04%, Свинець ≤0,005%, вісмут ≤0,005%, Інші елементи ≤0,04%. - Тому що мідний стрижень повинен заткнути сталевий пруток (Інша сторона отвору має вентиляційний отвір, остаточно буде забитий вогнетривкою пастою Green Patch 421 або еквівалент), Отже, найскладніша проблема полягає в тому, що потрібно просвердлити отвір близько 1500мм в центрі сталевого прутка. Для цього слід замовити свердло для глибоких отворів, Жоден такий виробник не може його переробити, Це наша технічна таємниця.
- Збираємо мідний пруток до сталевого прутка, потім використовуйте сталевий ковпачок, щоб закрити отвір. Тому що чиста мідь м'яка, Цей процес теж складний. На початку мідний прут повинен бути оброблений міцністю і гладкістю.
Детальний список матеріалів, які ми надали:
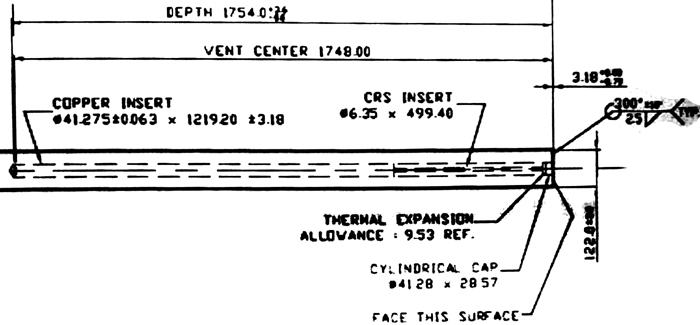
- Сталевий пруток: Низьковуглецева сталь, Клас ASTM 1006, По центру просвердлений глибокий отвір круглим об'ємом 1500мм, настроюваний параметр, До кінця центрального отвору просвердлити вентиляційний отвір.

- Мідний пруток: ASTM B187/B187M-16; UNS-C11000, Мідь високої провідності для омнібуса, низький вміст фосфору,; Допуск по діаметру за запитом, повинен мати скіс 3,175 мм на кінці, який вставляється в сталевий пруток;. Мідний пруток необхідно очистити за допомогою розчинника Petro 3139 або еквівалент (Розчинник Стоддарда) Перед вставкою. Вставка мідних прутків у сталеві прутки повинна здійснюватися в межах 8 годин після остаточного очищення мідного прутка та сталевих пруткових отворів, відповідно до наступних кроків::
Очистіть усі отвори сталевого прутка за допомогою Petro sol 3139 для видалення всіх слідів масла або жиру, та іноземних матеріалів; Цей останній етап очищення необхідно виконати за допомогою тканини, змоченої в Petro sol 3139 поки більше не залишиться видимих брудів,. - Вогнетривка паста:《Green Patch 421》або еквівалент (про 50% Глинозем, мокрий, повітряна установка ямкового розчину).
- Цоколь: Низьковуглецева сталь, Клас ASTM 1018.
- Розчинник: Petrosol-3139 або еквівалент, який буде схвалений нами (Розчинник Стоддарда);
- Холоднокатана сталь.
Якщо вам потрібна ця продукція, Будь ласка, напишіть нам електронною поштою, щоб дізнатися більше деталей: [email protected].