
Material de sudură cu termită șină
- Descriere
- Anchetă
Rail thermite welding material also known as exothermic welding or aluminothermic welding, is a process that uses the intense heat generated from a chemical reaction to weld railroad tracks together. The material used in this process is a thermite composition, which typically includes:

Material de sudură cu termită șină
Aluminum Powder: This is the fuel for the reaction. Aluminum is a highly reactive metal that, when finely powdered, reacts exothermically with metal oxides.
Fier(III) Oxide (Fe2O3): This serves as the oxidizer in the reaction. When combined with aluminum powder, it reacts to produce molten iron and aluminum oxide, along with a great deal of heat.
The basic chemical reaction in thermite welding is as follows:
[ Fe_2O_3 + 2 Al \rightarrow 2 F + Al_2O_3 + Heat ]
This reaction is known as a reduction-oxidation reaction (redox reaction) where aluminum reduces the iron oxide to iron, and in doing so, gets oxidized to aluminum oxide. The reaction is highly exothermic, meaning it releases a significant amount of heat, enough to melt the iron.
In the context of rail welding, the molten iron produced by the thermite reaction is what fuses the rail ends together. The process involves the following steps:
Preparation: The ends of the rails to be joined are cleaned and aligned. A mold, known as a crucible, is placed around the joint to contain the molten iron.
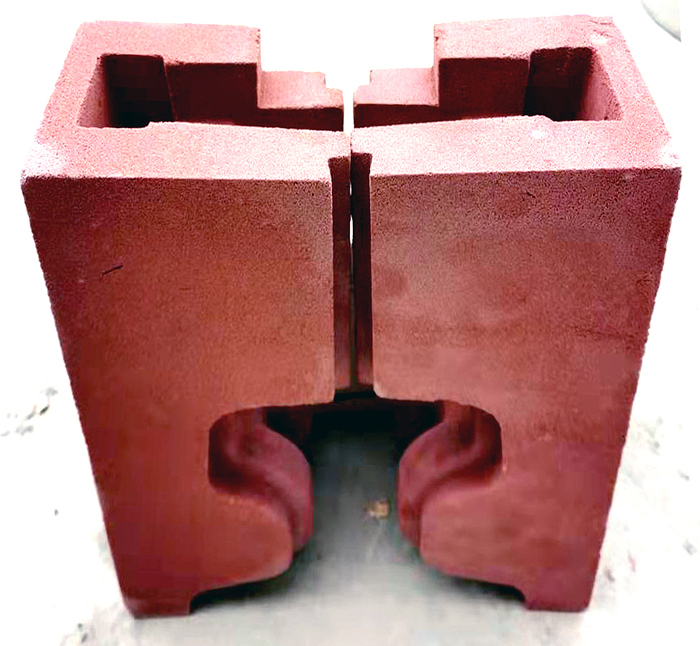
Rail thermite welding material mould
Ignition: The thermite mixture is placed in the crucible and ignited, usually with a flammable primer or a sparkler-like igniter.

Rail thermite welding material crucible

Rail thermite welding material mould of rail

Rail thermite welding material combustion rod
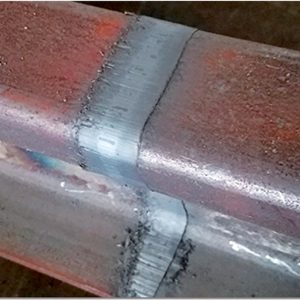
Reaction: The thermite mixture reacts, producing molten iron which flows into the gap between the rail ends.
Solidification: The molten iron solidifies to form a solid weld, fusing the rail ends together.
Finishing: After cooling, excess material is removed, and the weld is ground down to ensure a smooth, continuous rail surface.
Thermite welding is often preferred for rail applications because it produces a high-quality weld that is strong and durable, capable of withstanding the heavy loads and stresses associated with rail traffic. It also has the advantage of being portable and relatively easy to perform in the field, which is essential for repairing and maintaining railway tracks.
We can make mould to weld below steel rails:
Dacă aveți nevoie, Vă rugăm să nu ezitați să ne contactați.
Produse conexe
-
 Citeste mai multVizualizare rapidă
Citeste mai multVizualizare rapidăEcartamentul digital al căii ferate
$440.00$390.00 -
 Citeste mai multVizualizare rapidă
Citeste mai multVizualizare rapidăNB-550 cheie portabilă de impact
$800.00$710.00 -
 Citeste mai multVizualizare rapidă
Citeste mai multVizualizare rapidăTamping murături
$70.00$65.00 -
 Citeste mai multVizualizare rapidă
Citeste mai multVizualizare rapidăMașină de tăiat șine acționată de motorul pe benzină
$900.00$850.00 -
 Citeste mai multVizualizare rapidă
Citeste mai multVizualizare rapidăNJB-600-1 / A Mașină de înșurubare a vagoanelor de mișcare a șinelor
$1,500.00$1,400.00 -

 Citeste mai multVizualizare rapidă
Citeste mai multVizualizare rapidăYHG-1200TH mașină mobilă de sudare cu bliț pentru sudarea șinelor feroviare
YHG-1200TH poate suda 43, 50, 60, 75kg/m, UIC60, 54E1, 60E1, 136R, 59R2, 60R2 și alte tipuri de șine, precum și materiale Bainite de înaltă rezistență și rezistente la uzură pentru căile ferate grele. YHG-1200TH poate fi utilizat pentru sudarea offline și online. Înălțimea maximă a șinei este de 180 mm, iar panta maximă este 30 ‰.
$900,000.00$880,000.00 -
 Citeste mai multVizualizare rapidă
Citeste mai multVizualizare rapidăJT-15 Reglare mecanică a ecartamentului
$800.00$760.00 -
 Citeste mai multVizualizare rapidă
Citeste mai multVizualizare rapidăTermometru digital cu adsorbție magnetică pentru calea ferată
$400.00$350.00 -
 Citeste mai multVizualizare rapidă
Citeste mai multVizualizare rapidăȘină de ridicare Rack Jack 02B-196
$130.00$120.00 -

 Citeste mai multVizualizare rapidă
Citeste mai multVizualizare rapidăGHDG-800 fix mare flash cap la cap feroviar & Mașină de sudură cu prezență la întoarcere
GHDG-800 fix mare flash cap la cap feroviar & mașină de sudură la prezența la vot cu sursă de alimentare cu curent continuu mare, este utilizat în instalație fixă pentru a suda șine scurte pe șine de 500 metri și multe altele, sau pentru a suda prezența la urne pe șine (Cum ar fi broaștele de oțel cu mangan înalt), sau sudați piese mari din aliaj.
Acest tip de mașină de sudură poate suda orice tip de șine și broaște, aliniați cu precizie șinele sau broaștele, împiedicați în mod eficient alunecarea șinei în timpul forjării supărate, tăiați imediat după resetare, iar performanța sursei de alimentare este stabilă și uniformă.
Această mașină de sudură poate realiza orice combinație de proces de sudare continuă, procesul de sudare cu pulsație și procesul de sudare preîncălzire.
$500,000.00$300,000.00



