
Bahan kimpalan thermite rel
- Keterangan
- Siasatan
Rail thermite welding material also known as exothermic welding or aluminothermic welding, is a process that uses the intense heat generated from a chemical reaction to weld railroad tracks together. The material used in this process is a thermite composition, which typically includes:

Bahan kimpalan thermite rel
Aluminum Powder: This is the fuel for the reaction. Aluminum is a highly reactive metal that, when finely powdered, reacts exothermically with metal oxides.
Seterika(III) Oxide (Fe2O3): This serves as the oxidizer in the reaction. When combined with aluminum powder, it reacts to produce molten iron and aluminum oxide, along with a great deal of heat.
The basic chemical reaction in thermite welding is as follows:
[ Fe_2O_3 + 2 Al \rightarrow 2 Fe + Al_2O_3 + Heat ]
This reaction is known as a reduction-oxidation reaction (redox reaction) where aluminum reduces the iron oxide to iron, and in doing so, gets oxidized to aluminum oxide. The reaction is highly exothermic, meaning it releases a significant amount of heat, enough to melt the iron.
In the context of rail welding, the molten iron produced by the thermite reaction is what fuses the rail ends together. The process involves the following steps:
Preparation: The ends of the rails to be joined are cleaned and aligned. A mold, known as a crucible, is placed around the joint to contain the molten iron.
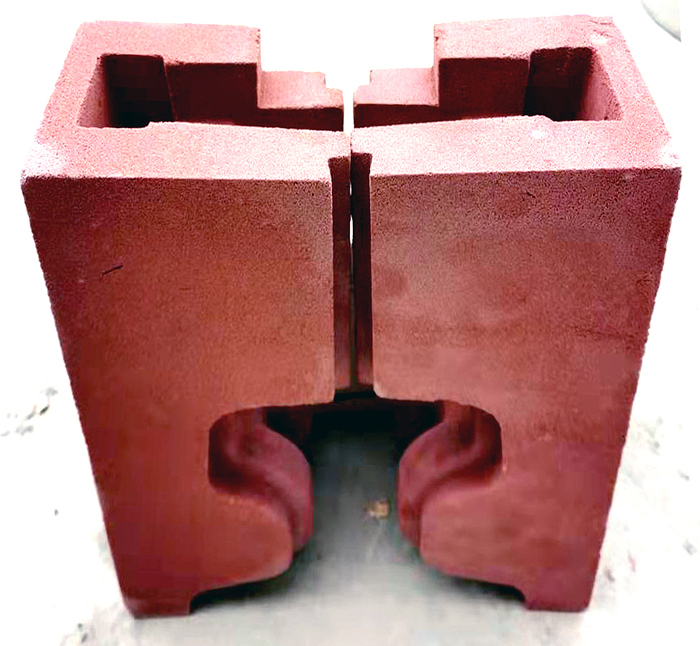
Rail thermite welding material mould
Ignition: The thermite mixture is placed in the crucible and ignited, usually with a flammable primer or a sparkler-like igniter.

Rail thermite welding material crucible

Rail thermite welding material mould of rail

Rail thermite welding material combustion rod
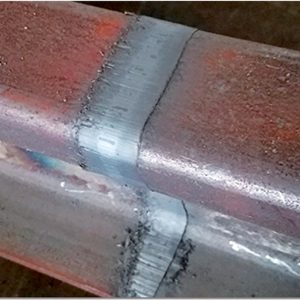
Reaction: The thermite mixture reacts, producing molten iron which flows into the gap between the rail ends.
Solidification: The molten iron solidifies to form a solid weld, fusing the rail ends together.
Penamat: After cooling, excess material is removed, and the weld is ground down to ensure a smooth, continuous rail surface.
Thermite welding is often preferred for rail applications because it produces a high-quality weld that is strong and durable, capable of withstanding the heavy loads and stresses associated with rail traffic. It also has the advantage of being portable and relatively easy to perform in the field, which is essential for repairing and maintaining railway tracks.
We can make mould to weld below steel rails:
Sekiranya anda memerlukannya, Sila hubungi kami.
Produk Berkaitan
-

 Baca LagiPandangan Pantas
Baca LagiPandangan PantasYHG-1200TH mesin kimpalan kilat rel bergerak untuk kimpalan rel keretapi
YHG-1200TH boleh mengimpal 43, 50, 60, 75kg/m, UIC60, 54E1, 60E1, 136SEMULA, 59R2, 60R2 dan jenis rel lain, serta bahan Bainite berkekuatan tinggi dan tahan haus untuk kereta api jarak berat. YHG-1200TH boleh digunakan untuk kimpalan luar talian dan dalam talian. Ketinggian rel maksimum ialah 180mm, dan cerun maksimum ialah 30 ‰.
$900,000.00$880,000.00 -
 Baca LagiPandangan Pantas
Baca LagiPandangan PantasTolok Jejak Digital
$440.00$390.00 -
 Baca LagiPandangan Pantas
Baca LagiPandangan PantasPilih Tamping
$70.00$65.00 -
 Baca LagiPandangan Pantas
Baca LagiPandangan PantasRak Mengangkat Kereta Api Jack 02B-196
$130.00$120.00 -
 Baca LagiPandangan Pantas
Baca LagiPandangan PantasTuil khas (Bar gagak)
$130.00$110.00 -

 Baca LagiPandangan Pantas
Baca LagiPandangan PantasGHDG-800 tetap rel butt kilat besar & mesin kimpalan keluar mengundi
GHDG-800 tetap rel butt kilat besar & mesin kimpalan keluar dengan bekalan kuasa DC yang tinggi, digunakan dalam loji tetap untuk mengimpal rel pendek ke rel 500 meter dan banyak lagi, atau untuk mengimpal kehadiran ke rel (Seperti katak keluli mangan tinggi), atau mengimpal bahagian aloi besar.
Mesin kimpalan jenis ini boleh mengimpal apa-apa jenis rel dan katak, selaraskan rel atau katak dengan tepat, berkesan mengelakkan rel daripada tergelincir semasa penempaan kecewa, Segera potong selepas kecewa, dan prestasi bekalan kuasa stabil dan seragam.
Mesin kimpalan ini dapat menyedari gabungan proses kimpalan berterusan, Proses kimpalan pulsasi dan proses kimpalan pra-pemanasan.
$500,000.00$300,000.00 -
 Baca LagiPandangan Pantas
Baca LagiPandangan PantasJT-15 Pelaras tolok mekanikal
$800.00$760.00 -
 Baca LagiPandangan Pantas
Baca LagiPandangan PantasNZG-31 Mesin penggerudian kereta api didorong petrol
$800.00$730.00 -
 Baca LagiPandangan Pantas
Baca LagiPandangan PantasFMG-4.4II Mesin Pengisar Rel dipacu FMG-4.4II
$1,900.00$1,800.00 -
 Baca LagiPandangan Pantas
Baca LagiPandangan PantasTermometer digital dengan penjerapan magnetik untuk rel kereta api
$400.00$350.00



